


- 2025-03-23 18:10 3580
- 产品价格:面议
- 发货地址:江苏苏州张家港市 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:116518276公司编号:14841484
- 王长征 经理 微信 18921952247
- 进入店铺 在线留言 QQ咨询 在线询价
沧州销售管材冲孔机 韧性强
- 相关产品:
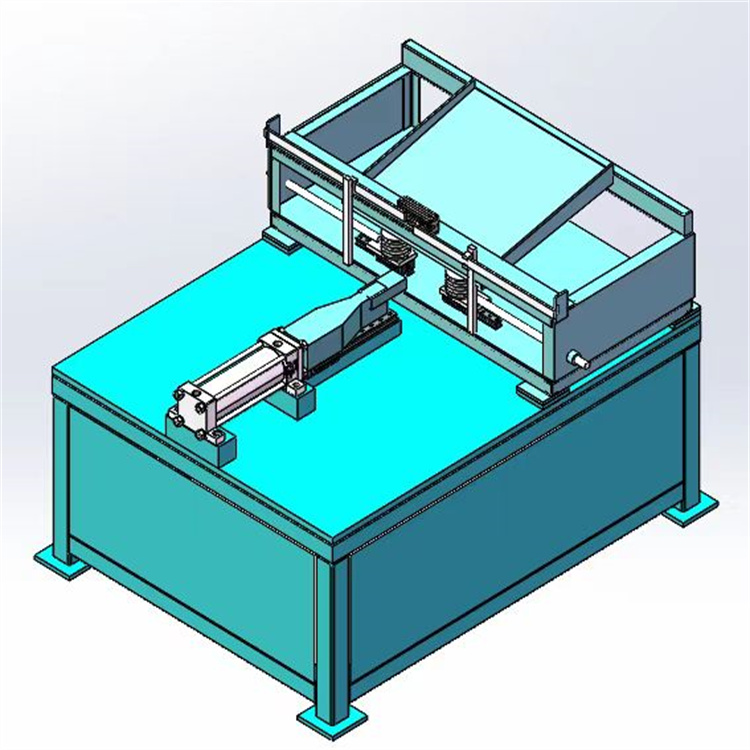
全自动液压数控多功能冲孔机操作流程说明 第1步: 人工将型材通过导向装置放入到冲孔工装内(达到机械手基准面位置)。 第2步: 机械手夹持工具将型材夹紧。 第3步:。 伺服送料系统将型材输送到另一端程序设定位置 第4步: 冲孔工装在液压泵站提供压力的状态下按照程序设定的位置逐次冲孔直至完成整个冲孔工作。 第5步:。 机械手松开夹持工装 第6步: 操作员将加工完的型材取出冲孔工装。
张家港市征明机电设备制造有限公司开发的全新一代液压高速防盗网冲孔机在不锈钢加工市场得到非常热烈的欢迎和肯定。与传统的手压机和台钻相比,无论在结构和性能上都有极大地突破。液压高速防盗网冲孔机一人一天可以冲孔400-500平方防盗网,是目前不锈钢管打孔加工***快的设备。可定做多个工作位、拆卸模具简单方便、模具耐用、新手容易上手等特点。模具带刻度尺,方便直接读数,可随意调试冲半孔或全孔,冲口平整,定位准,可生产各种新型防盗网(菱形防盗网、梅花管防盗网、圆管方管防盗网,亦可以做门花等)。是不锈钢加工户和管材商户***理想的加工设备。
一、所有钢梁均通过磨床打磨到了的平整(当然线切割后也是平的,但是达不到打磨的水平)这样经过长时间的模具和机台的震动,模具也不会松动,只有这样冲的管子才漂亮,不变形。
二、油缸我们用的是平顶焊接缸,并且油路系统经过改进。这样机器的动力更加强劲。
三、经过电路系统和操作面板的改进,我们的机器能够实现半空全孔一键转换的功能。这样为您省时又省事。大大地提高了工作效率。等老款机器从油缸上面调好了行程,我这边已经多冲了两根管子了。
四、模具下面的钢梁我们全都加厚100%,这样的机器使用寿命将会更长。
五、我们的所有机器都签正式保修合同,一年之内只要您的机器出现了您解决不了的问题,我们都将免费上门为您服务。只要您是在*人民共和国之内。
液压高速冲床广泛应用于不锈钢(铝合金)型材、风扇厂、空调配件厂、天线厂等五金冲孔加工。可量身定做自动化、半自动化设备。防盗网冲孔设备、防盗窗打孔、防护窗冲孔机器防盗网设备厂
张家港市征明机电设备制造有限公司生产的全自动冲孔机是用于冲孔、切断、送料加工的设备。由两部分组成:冲孔模具(与冲床连接)和电子控制系统。控制系统由微机控制部分、光电输入电路、电磁铁控制电路、显示电路、步进电机驱动电路等五部分组成。
参数特点:
全自动冲孔机
冲孔直径:5mm可定制
图像处理:HCF二维镜像综合处理系统(可加工任意孔形)
操作系统;PLC+触摸屏
靶型大小:max=0.5-5mm
功率:11千瓦
照明光源:超高亮度LED上下投光多种光源
电源要求:3880V 50/60HZ
气压要求:0.5-0.8mpa
外形:6800*700*1300
机体重量:1200kg
性能特点
(1)适用于标牌铭板IMD IML薄膜开关菲林FPC软性线路;
(2)采用人体工学设计,精密载体搭配数位精密运动控制;
(3)机械采用直看直冲结构,无需2次移位,上下模永远保持在同一直线运行,误差小,速度快,孔壁光滑无残留,模具寿命大大提高;
(4)XY轴独立控制,同时运行,通讯互不干扰,有效提升了加工精度跟工作效率;
(5)运用HCF二维镜像综合处理系统,影像处理***小解析度达0.1 PIXEL,瞬间准确快速的找出靶标中心(可加工任意孔形)具备二次扫描及残缺图形二维物理补偿功能.即使在靶形残缺变形时也能精确的冲孔;
(6)全屏全自动追踪定位,CCD放大约50倍介面直观,视野清晰;
(7)人机友好介面,方程式菜单操作,提供操作辅导及自检功能;
(8)低震动,低噪音,营造舒适良好的工作环境。
全自动金属管材型材冲孔机打滑是冲孔机最为常见的故障,引起打滑的原因多是由于接触面积的摩擦力过小造成的,要么就是滚轮直接过小要么就是滚轮表面过光滑导致没有摩擦力下降。
全自动金属管材型材冲孔机售中服务:与客户确定合作关系,将对客户的操作工及有关人员进行基础理论和实际操作培训。派技术人员进行初次配槽和调试,直到生产运作正常。针对客户的具体生产状况,同客户共同编制工艺文件、规范操作。
全自动多功能冲孔机使用注意事项 针对设计的要求,决定该冲孔机的设计思路为:采用振动料斗自动送料的机构,从料斗出来的加工零件进入分度盘,而分度盘由不完全齿轮带动,分度盘的的旋转使加工零件准确的进入凹模部位等待加工;送料的同时由电动机带动偏心轮轴旋转,偏心轮带动滚动轴承及上模座运动,而上模座的运动使使凸模的冲头完成冲孔任务,偏心轮轴的另外一端装锥齿轮,锥齿轮之间的传动带动不完全齿轮轴运动,不完全齿轮带动分度盘运动,如此循环。
征明系列全自动金属管材型材冲孔机集中电气控制箱,电气元件分布合理, 每条线都做有记号,诊断维修简单快捷,不易出故障,控制系统更为可靠.
张家港市征明机电设备制造有限公司生产的全自动液压数控多功能冲孔机操作流程说明 第1步: 人工将型材通过导向装置放入到冲孔工装内(达到机械手基准面位置)。 第2步: 机械手夹持工具将型材夹紧。 第3步:。 伺服送料系统将型材输送到另一端程序设定位置 第4步: 冲孔工装在液压泵站提供压力的状态下按照程序设定的位置逐次冲孔直至完成整个冲孔工作。 第5步: 机械手松开夹持工装 。第6步: 操作员将加工完的型材取出冲孔工装。 设备保养:要与正常使用联系在一起。比如行程、压力都要设定的合理高效。液压机***主要的就是油的问题。油温:不能过高与过低,超工作范围要有冷却或者加温。清洁:定期清理过滤器。油中有杂质容易损坏密封件和动作失灵,甚至主缸会有划痕。
保持设备周围环境的清洁,减少灰尘对设备的伤害.按规定时间换油,并定期检查油质,检查各接头处是否漏油.地基要好,不得震动. 1,不能缺油 2,工作时间较长的话,2个月换滤芯,不长就半年,液压油看工作时间,半年或一年换一次。 3,有漏油的地方及时处理。 征明机电全自动多功能冲孔机 数控冲孔机在工作前应作空运转2-3分钟,检查脚闸等控制装置的灵活性,确认正常后方可使用,不得带病运转。模具时要紧牢固,上、下模对正,保证位置正确,用手搬转机床试冲(空车),确保在模具处于良好情况下工作。开车前要注意润滑,取下床面上的一切浮放物品。冲床取动时或运转冲制中,操作者站立要恰当,手和头部应与冲床保持一定的距离,并时刻注意冲头动作,严禁与他人闲谈。上班时候一定要认真操作,严格要求自己,下班后要做好机床的保养工作,使数控冲孔机的使用寿命更加长远。
全自动多功能冲孔机根据设计思路,本次设计主要要完成的工作为: 1、系统总体方案的设计; 2、电动机的选择; 3、偏心轮机构的设计; 4、不完全齿轮机构的设计; 5、锥齿轮的设计; 6、轴与零部件的设计; 7、模具的设计;
本次设计的主要工作是在认真分析目前已经得到广泛运用的几种冲孔机的优缺点之后,结合我国目前的保险管帽孔的生产状况,设计出了一台比较先进的全自动冲孔机。要求设计的为保险管帽上冲孔的全自动冲孔机,结构简单,该机要求能在外径为3.59mm,壁厚为0.2mm 的保险管帽上自动冲出直径0.8mm的小孔,孔对零件中心的偏差不能超过±0.01mm,且每秒冲3件。
全自动多功能冲孔机使用注意事项 针对设计的要求,决定该冲孔机的设计思路为:采用振动料斗自动送料的机构,从料斗出来的加工零件进入分度盘,而分度盘由不完全齿轮带动,分度盘的的旋转使加工零件准确的进入凹模部位等待加工;送料的同时由电动机带动偏心轮轴旋转,偏心轮带动滚动轴承及上模座运动,而上模座的运动使使凸模的冲头完成冲孔任务,偏心轮轴的另外一端装锥齿轮,锥齿轮之间的传动带动不完全齿轮轴运动,不完全齿轮带动分度盘运动,如此循环。 









{kind=link}