- 1522
- 产品价格:43000.00 元/台 起
- 发货地址:广东佛山南海区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:99028228公司编号:8591743
- 农先生 经理 微信 186663753..
- 进入店铺 在线咨询 QQ咨询 在线询价
护栏冲孔机较新 产品**长质保
- 相关产品:
护栏冲孔机的优质设计要求
首先是空间要求:护栏冲孔机能—次安装工件后加工多个表面,因此要求夹具能在空间上满足各刀具均有可能接近所有持加工表面。
此外,围文承夹具的托板有移动、上托、下沉和旋转等动作,所以夹具也应不与机床有任何干涉。
其次是快速重调要求:数控加工可通过快速更换加工程序而变换加工对象,为减少更换工装的辅助时间和贵重设备等待闲置时间,在更换加工工件时,要求夹具具有快速重调或更换定位夹紧元件的功能。
此外,由于在数控加工中的多表面加工而使单件加工时间增长,此时若将夹具设计成能在机床工作区外也可作工件更换,则可以提高生产效率.之后是定位要求:工件在夹具中应完全定位,且工件的基液相对于机床原点应有严格的确定位置,以满足能在机床坐标系中实现工件与刀具相对运动的要求。同时,夹具在机床上也应完全定位,夹具上的每个定位面相对机床原点均应有精确的坐标尺寸,以满足在数控加工中定位和安装的要求。较后是精度要求  由于护栏冲孔机具有连续多型面自动加工的特点,所以对护栏冲孔机夹具的要求比一般机床夹具精度与刚度都高,这样可减少工件在夹具中的定位误差、夹紧误差及粗加工中的变形误差。
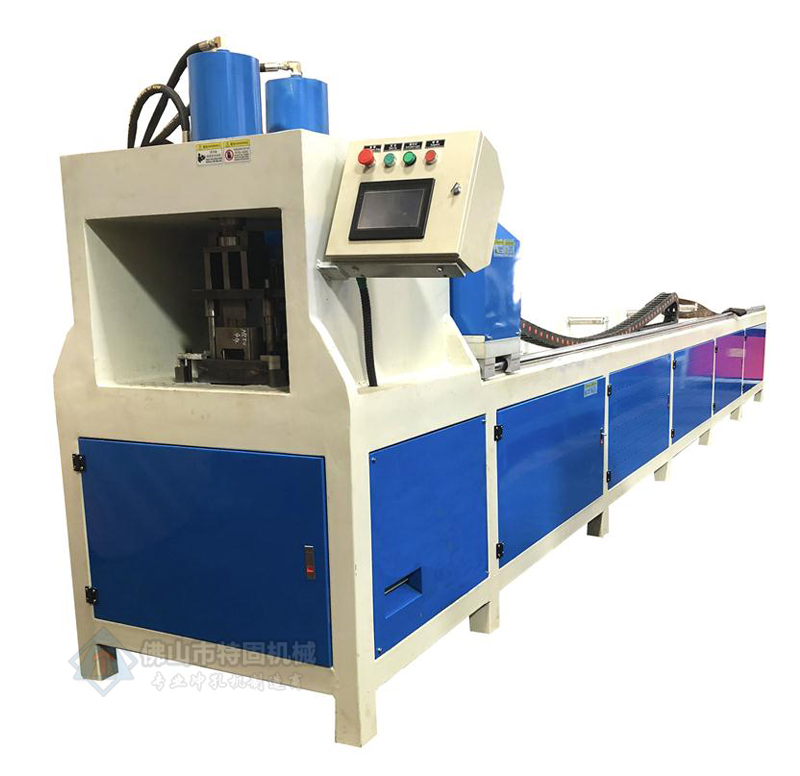
特固护栏冲孔机
我厂生产的护栏冲孔机适用于冲剪低碳成分的、圆钢、角钢、槽钢、方钢、扁钢和钢板,也能对角钢、槽钢进行异型加工,对板料进行剪切、冲孔加工等。适用于机械加工、建筑、电力、造船、汽车、铁路等行业的构件加工。产品结构新颖、操作方便。本机具有耗电省、功率大、体积小、重量轻,机构紧凑操作灵活一机多功能操作,使用及维修方便等特点。
护栏冲孔机
护栏冲孔机的使用过程注意
将油泵和工作头用快速接头接好.
选择好相应的上下模,先装上模后装下模,装上模时先将定位螺丝拧出一定的位置后再装入下模,一定要放到位,再将定位螺丝拧紧即可作业。
放好工件,关紧油泵回油螺丝,板动手柄,直至工作完成后松开回油螺丝,如冲较薄的金属板材时一定要将退料垫插入退料脚架和工件的中间,否则工件会卡在模上。
护栏冲孔机的模具一般是如何更换的:
上模更换方法:使用(黑色)松紧起子把上模(银白色)固定栓向左拧松,慢慢取下上模具,更换所需上模,再用松紧起子把上模固定栓向右拧紧即可。下模更换方法:使用六角小扳手把固定下模松紧的螺钉向左拧松,再从下模底端,用手指或小工具由下向上把下模**出,更换与上模所配套下模,用小扳手拧紧即可。注:1.下模有打字一面朝上不可朝下,注意:更换模具时,先取下上模,以便更换下模。
护栏冲孔机
保证到达客户手中的护栏冲孔机,不锈钢冲孔机都是优质有**的机械加工设备,为了解决市面上普遍存在的模具易损坏,冲孔难拉管,容易卡模,管子易变形等问题,公司经过多年的创新和一直升级,研究出新一代护栏冲孔机和不锈钢冲孔机,有冲孔效率高,精准,冲孔刺不变形,一机多能易操作等优势。公司生产护栏冲孔机,不锈钢冲孔机,不锈钢液压冲孔机多年,护栏冲孔机主要包括机架、托起定-位机构、旋转装置和冲孔模具机构,机架由用方管焊接而成,托起定-位机构包括导轨和气缸装置,并利用导轨进行调节型号,由气缸装置进行托起定-位,看到这款设备不管是在产品性能上还是在产品质量上都普遍大于另外品牌,不锈钢液压冲孔机的冲孔效率高,精准,操作简单,一机大多用,自上市以来就遭到了较多加工商的青睐,不锈钢液压冲孔机采用进口叶轮泵,冲孔压力格外稳,不锈钢液压冲孔机使用过程中。
联系电话是0757-81019106, 主要经营佛山特固机械有限公司主要研发及销售全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机,我们运用机械和电子自动化领域的专业经验,帮助客户及其他行业降低生产成本,提高生产效率。以高效就是环保为理念,成就了中国成员之一的冲孔机制造加工的效能提升解决方案的供应商与**者。 。
单位注册资金单位注册资金人民币 500 - 1000 万元。
{kind=link}