



- 1011
- 产品价格:面议
- 发货地址:江苏盐城亭湖区 包装说明:不限
- 产品数量:100.00 台产品规格:不限
- 信息编号:249967016公司编号:16334839
- 王立江 总经理 微信 13770055758
- 进入店铺 在线留言 QQ咨询 在线询价
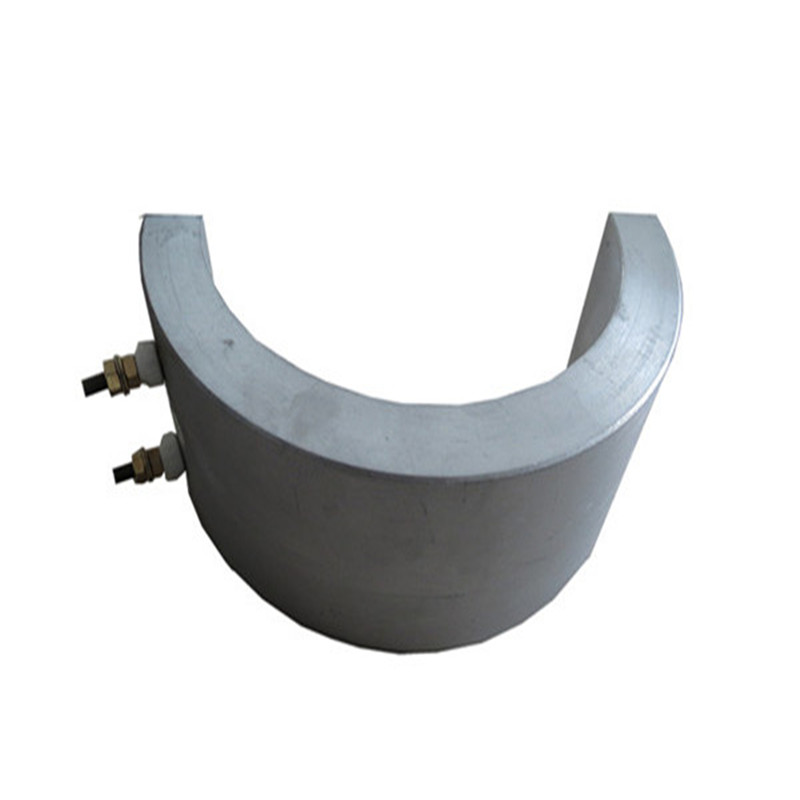
源头厂家真空清洗炉 电热设备 源头厂家
- 相关产品:
空气电加热器优势:
①通过工质连续循环,烟气被冷却,空气加热效果好,毋需耗用蒸汽。空气电加热器循环泵耗功率仅10kW,与烟气中回收热功率相比,比例极小。
②空气加热器系统处于低压运行,介质为热水,温度低。
③提高壁温,减少烟气腐蚀,防止堵灰。毋需设置吹灰器。
④与空气加热器热管型相比,仅设置了循环泵,虽耗用一定量电能,但它运行方便,安全可靠。
⑤空气加热器设置布置方便,毋需改造烟风道。由于空气电加热器热管热动力要求,一般要求加热器所在的风道位置高于烟道。空气电加热器强制循环系统则可按现场条件选择布置位置,不同的位置搭配所造成的管道阻力差异,则由选择合理的空气电加热器循环泵压头来解决。
⑥空气电加热器循环泵功率为10kW,相当于标准煤4kg/h,其热量相当于30kg蒸汽的热焓。
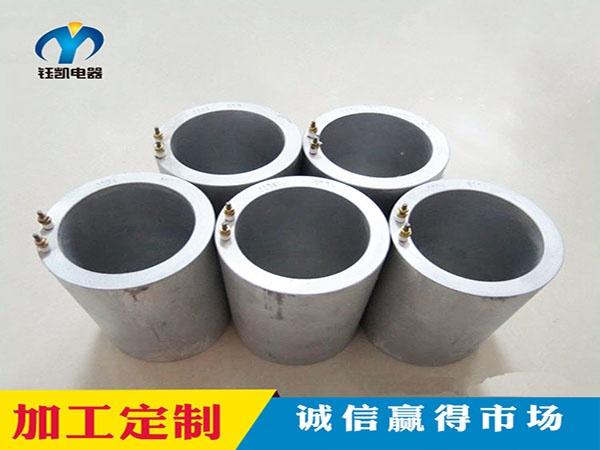
电加热器是如何制成的
管状加热器是常见的电加热器之一,既可加热液体,又可加热气体,因此,被广泛应用于各种家用、商用及工业设备。本篇将以管状加热器为例,介绍电加热器的制作流程。
管状加热器的制作流程主要分为以下步骤:制管、绕丝、焊接、灌装、滚压、退火、折弯/压制、密封、检验/包装。
1.制管
制管是管状加热器制备过程中为基础的一道工序,主要由制管机将不同材料的钢带制成管状加热器的金属外管。制管机是一套专为管状加热器生产外管的加工系统,可以完成从钢带开始,经过初步成型,然后进行焊接,并滚压成所需要的直径,再到切断校直等一系列的加工过程。
2.绕丝
电阻丝是管状加热器的核心元件,需被卷绕成弹簧状来提升单位管长的加热能力,卷绕电阻丝由的绕丝机完成。绕丝机将直的电阻丝绕成弹簧形状,然后按照所要求的卷绕长度切断,以供下一个工序使用。电阻丝卷绕的形状、尺寸以及所使用的电阻丝类型会极大的影响管状加热器的性能。
3.焊接
在管状加热器中电阻丝需要通过引出棒实现与外电路的连接,实际生产中采用焊接的方式将电阻丝和引出棒连接到一起,这一工序通过电阻丝焊接机完成。
4.灌装
氧化是管状加热器的重要组成部分,主要起到绝缘和导热的作用。在生产过程中通过灌装机将氧化灌装到已经内置并定位好电阻丝的金属管内部。灌装过程中必须保证电阻丝居中,同时氧化必须灌装密实。
5.滚压
滚压是为了将氧化压实,确保电阻丝和外部环境之间的热传导效率高,同时确保电阻丝处于金属管的轴线上。
6.退火
滚压通过冷加工机理来使外管成型,这种成型会导致金属表层组织冷作硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,使材料的加工性受到影响。为了使管状加热器获得良好的弯曲性能,通常进行退火处理,消除残余应力,经过退火的金属外管机械性能会得到明显的改善。
7.折弯/压制
在许多应用场景中,直管并不能满足需求,管状加热器需要具备不同的形状来适应的应用。通过折弯机以特定的弯曲点、角度以及弯曲半径将直管折弯成所需的形状。之后在尺寸较小的折弯处对管状加热器进行压制以消除折弯对性能带来的影响。
8.密封
密封可提高管状加热器的爬电距离及电性能。管状加热器的密封可分为完全密封和不完全密封两类。完全密封的管状加热器使用环氧树脂密封,适用于加热液体。不完全密封的管状加热器使用硅油+硅胶密封,适用于加热气体。
9.检验/包装
在管状加热器生产完成进行包装之前,需要进行多项电测试来检验其电性能是否符合要求,包括电阻值测试、电绝缘测试和热态介电强度测试等。电阻值测试是为了确保电阻丝电阻保持稳定,这直接关系到管状加热器功率的稳定。电绝缘测试是为了确保泄露电流保持在较低的水平。热态介电强度测试的目的则是检验管状加热器在工作状态下的耐压性能。
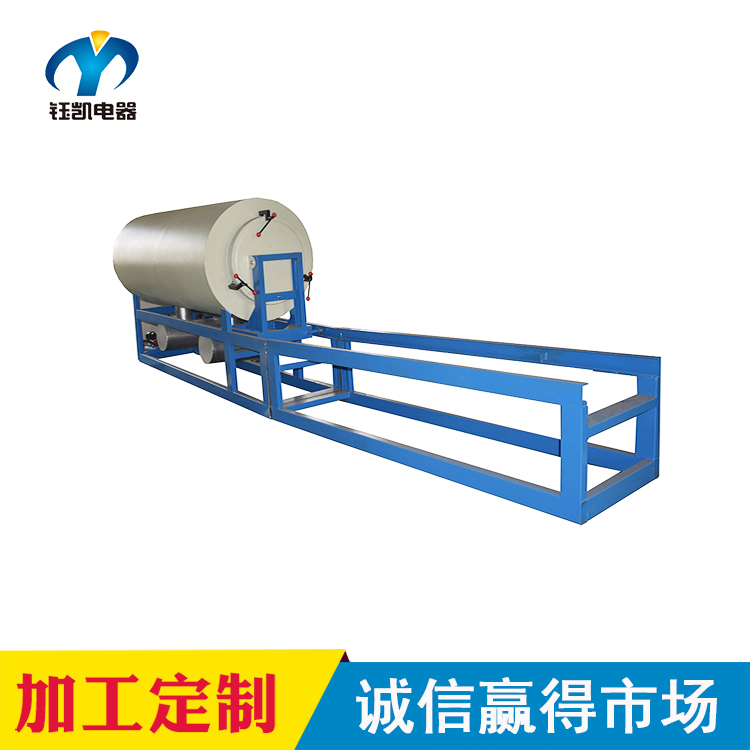
真空清洗炉的优点
真空清洗炉均采用不锈钢电热管真空炉膛内直接加热,密封部位均采用耐高温密封圈,不需水冷却保护,所以,真空清洗炉加热功率小,热效率高,升温速度快,温度均匀性好,加热器检查维修方便,较炉外带式加热器加热节电40%,节水60%,并且,克服了由于水冷却导致的炉内温度均匀性差,局部清洗效果不好等缺陷。真空清洗炉具有完整的自动化工作性能,只要对程序温度控制仪输入拟定的工作程序,设备即能进行自动化清洗工作,中途无需人工干预,并具有超温、缺相和断水或低水压报警功能。
真空清洗炉的工作原理
真空清洗炉的工作时段表:
1、在0-A段,真空清洗炉启动,60分钟将炉内温度升温到300℃;
2、在A-B段,真空清洗炉内温度在300℃状态下保温60分钟,将工件上80%以上的高聚物熔融流进废料收集罐内;
3、在B-C段,炉温升至310℃时,此时水阀和真空泵自动打开,炉温持续升温,升到450℃;
4、在C-D段,真空清洗炉炉内温度达到450℃后保温300分钟,使剩余的少量高聚物在真空、高温、低氧的状态下,充分氧化裂解。这是清洗能否干净的主要阶段。这段时间内,炉内的高聚物发生的化学反应为:CmHn + O2 -CO2↑+ H2O↑。此时,通过水环式真空泵的抽吸,将炉内生成的二氧化碳和水蒸气经水喷淋洗涤器洗涤后, 与水一起排出炉外。只要 CD 段有足够时间,被清洗件绝不会沾有有机物。
5、C-D段运行结束后,程序即全部结束,此时真空清洗炉即刻断水断电,仅有仪表通电,进入自然冷却状态,不需人为干预进行操作。









{kind=link}