

- 2024-07-07 10:24 2878
- 产品价格:面议
- 发货地址:上海青浦 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:222170685公司编号:14194598
- 陶念源 销售 微信 13636607932
- 进入店铺 在线留言 QQ咨询 在线询价
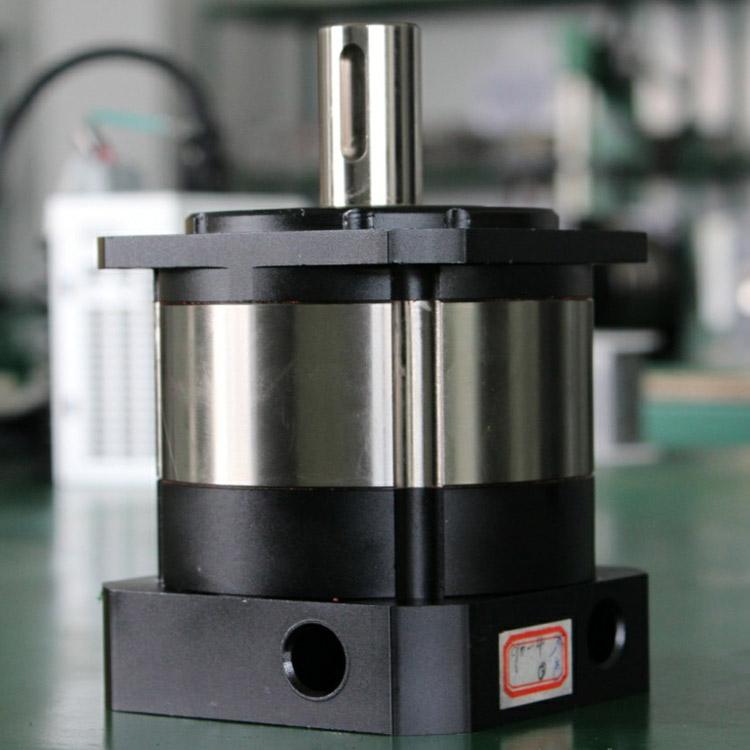
微型行星减速机厂家
- 相关产品:
微型行星减速机厂家
减速比:3-600齿轮类型:行星齿轮输入功率:0-100KW产品称:行星减速机表面工艺:磨砂齿轮材质:20cr外壳材质:铝数量:不限应用范围:机械设备通用行星减速机可售卖地:全国精度:3-5acrmin输入转速:0-8000RPM加工定制:是
行星减速机重要优势1.行星减速机内部齿轮采用20CrMnTi渗碳淬火和磨齿具有体积小、重量轻,承载能力高,使用寿命长、运转平稳,噪声低、输出扭矩大,速比大、效率高、性能安全的特点。
2.兼具功率分流、多齿啮合用的特性。是一种具有广泛通用性的新型减速机。输入功率可达104kW。
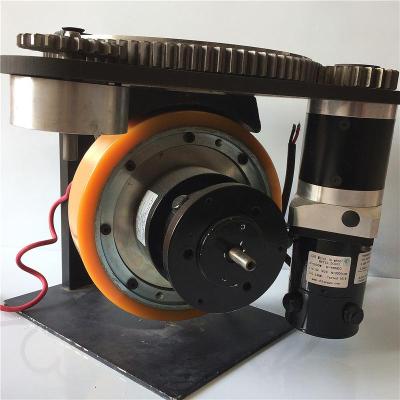
3.适用于起重运输、工程机械、冶金、矿山、石油化工、建筑机械、轻工纺织、器械、仪器仪表、汽车、船舶、兵器和航空**等工业部门行星系列新品种WGN定轴传动减速器、WN子母齿轮传动减速器、弹性均载少齿差减速器。
“行星减速机”是我国很多领域当中必不可少的机器,它可以为我国工业领域有效的增加收益和生产总量,真正的做到事半功倍。这种机型是众多减速机当中的一个类型,和其他减速机想比较,行星减速机的个头非常小,也正是因为这个特点,让它在使用过程当中不会占用车间太多的地方,也是一些面积不大的企业,具体优点如下:
1、这种机型运行起来非常的平稳,不会因为长时间的工作而导致停机和故障,在工作的时候所发出的声音也非常小,不会对周围环境造成不好的影响,也很符合国家环保的规定。

行星减速机适用于的行业比较广泛,是减速机一系列的,但是为了日后操作的安全性和延长行星减速机机的使用寿命,在使用的过程中一定要注意以下几点:
1、行星减速机一定要安装通气帽
使用前应将位处的堵塞换上排气螺塞,保证减速机运行时排出体内气体。如果未及时更换,减速机长时间运行,而致使减速机内的气体将油封胀坏,以至减速机漏油。
2、行星减速机严禁锤击
减速机的输出轴上加装,联轴器,皮带轮,链轮等联结件时不可采用直接锤击的方法,因减速机的输出轴结构不能承受轴向锤击,可用轴端螺孔旋入螺钉打压结件。
3、行星减速机及时更换润滑油,特别注意次。
应该特别注意的是次换油,减速机在次运行 300~400小时后应及时更换润滑油,以后每隔1500~2000小时更换润滑油。另外在工作环境恶劣、温度高、粉尘大的工作场合下应每隔半个月对润滑油进行一次检查,发现润滑油有污物即更换润滑油,以保持润滑油清洁,延长减速机的使用寿命,提高经济效益。
更换润滑油意思为:将之前的润滑油全部放掉,冲洗干净,然后重新加入新的润滑油。
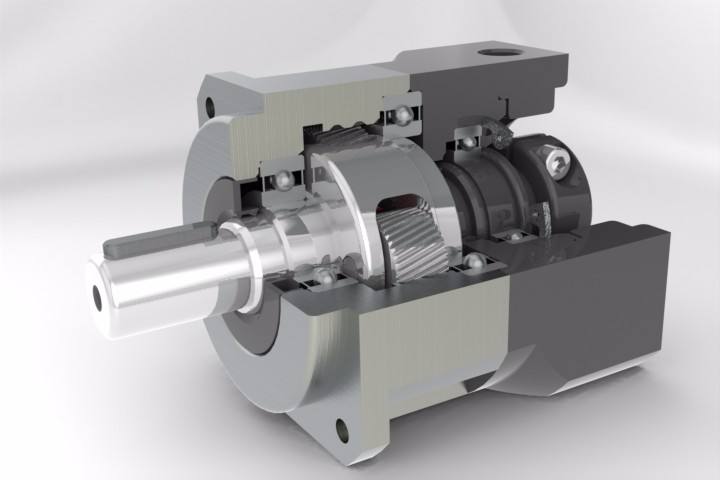
在这种布置中,负载在多个齿轮齿之间共享,这为行星齿轮设计提供了高刚度并有助于实现低间隙 - 在某些设计中低至1至2弧分。高刚度对于需要频繁启停循环或旋转方向变化的应用也很重要。
减速机行星式设计紧凑,在小型整体包装中提供高减速比。这种紧凑的设计还意味着它们具有低惯性,这在伺服应用中尤其有用,因为齿轮箱惯性直接增加了电机必须平衡的负载惯量。虽然行星齿轮箱与其他齿轮箱设计一样,可以用润滑脂或油润滑,但大多数都由制造商用润滑脂润滑,并且在齿轮箱的使用寿命期间不需要重新润滑或维护。
单级行星减速机(如上所述)通常可以提供低至3:1或高至10:1的减速比。通过在串联布置中结合两个或三个行星级,多级减速机提供更高的比率。为此,外齿圈的长度增加,并且行星级的托架驱动下一级的太阳齿轮。因为它们是以串联方式连接的,所以各个级的减少量相乘以得到终的输出减少量。例如,包含5:1级和3:1级的多级变速箱将具有15:1的输出比。与标准单级设计相比,多级设计提供了更好的扭矩 - 尺寸比,但却牺牲了效率。
行星减速机可以使用直 齿轮或斜齿轮。正齿轮提供更高的扭矩额定值,但螺旋齿轮具有更高的接触比(在任何给定时间啮合的齿数)。这种更高的接触比允许螺旋设计以更低的噪音,更高的刚度和更小的间隙运行,使得螺旋行星减速机成为伺服应用的。

齿轮加工的方法一种是成形法,就是利用与被切齿槽形状完全相符的成形铣刀切出齿形的方法,如铣齿;另一种是展成法,它是利用与被动齿轮的相互啮合运动而切出齿形的加工方法,如滚齿和插齿(用滚刀和插刀进行示范)。下面介绍用铣床加工齿轮的方法。圆柱直齿轮可以在卧式铣床上用盘状铣刀或立式铣床上用指状铣刀进行切削加工。现以在卧式铣床上加一只z=16(即齿数为16),m=2(即模数为2)的圆柱直齿轮为例,介绍齿轮的铣削加工过程。
1.检查齿坯尺寸
主要检查齿顶圆直径,便于在调整切削深度时,根据实际齿顶圆直径予以增减,保证分度圆齿厚的正确。
2.齿坏装夹和校正
正齿轮有轴类齿坏和盘类坯。如果是轴类齿坯,一端可以直接由分度头的三爪卡盘夹住,另一端由尾座顶紧即可;如果是盘类齿坯,首先把齿坯套在心轴上,心轴一端夹在分度头三爪卡盘上,另一端由尾顶紧即可。校正齿坯很重要。首先校正圆度,如果圆度不好,会影响分度圆齿厚尺寸;再校正直线度,即分度头三爪卡盘的中心与尾座中心的连线一定要与工作台纵向走刀方向平行,否则铣出来的齿是斜的;后校正高低,即分度头三爪卡盘的中心至工作台面距离与尾座中心至工作台面距离应一致,如果高低尺寸超差,铣出来的齿就有深浅。
齿加工精度分析:轴齿精度主要和运动精度、平稳性精度、接触精度有关。滚齿加工中用控制公法线长度和齿圈径跳来保证运动精度;用控制齿形误差和基节偏差来保证工作平稳性精度,用控制齿向误差来保证接触精度。下面对滚齿加工中易出现的几种误差原因进行分析:齿圈径向跳齿圈径向跳齿圈径向跳齿圈径向跳动误差动误差动误差动误差(即几何偏心即几何偏心即几何偏心即几何偏心)齿圈径向跳动是指在齿轮一转范围内,测头在齿槽内或轮齿上,与齿高中部双面接触,测头相对于轮齿轴线的变动量。也是轮齿齿圈相对于轴中心线的偏心,这种偏心是由于在安装零件时,零件的两中心孔与工作台的回转中心安装不重合或偏差太大而引起。或因和孔制造不良,使定位面接触不好造成偏心,所以齿圈径跳主要应从以上原因分析解决.









{kind=link}