
- 1705
- 产品价格:面议
- 发货地址:山东潍坊坊子区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:193962650公司编号:13827888
- 段经理 销售经理 微信 13006562205
- 进入店铺 在线留言 QQ咨询 在线询价
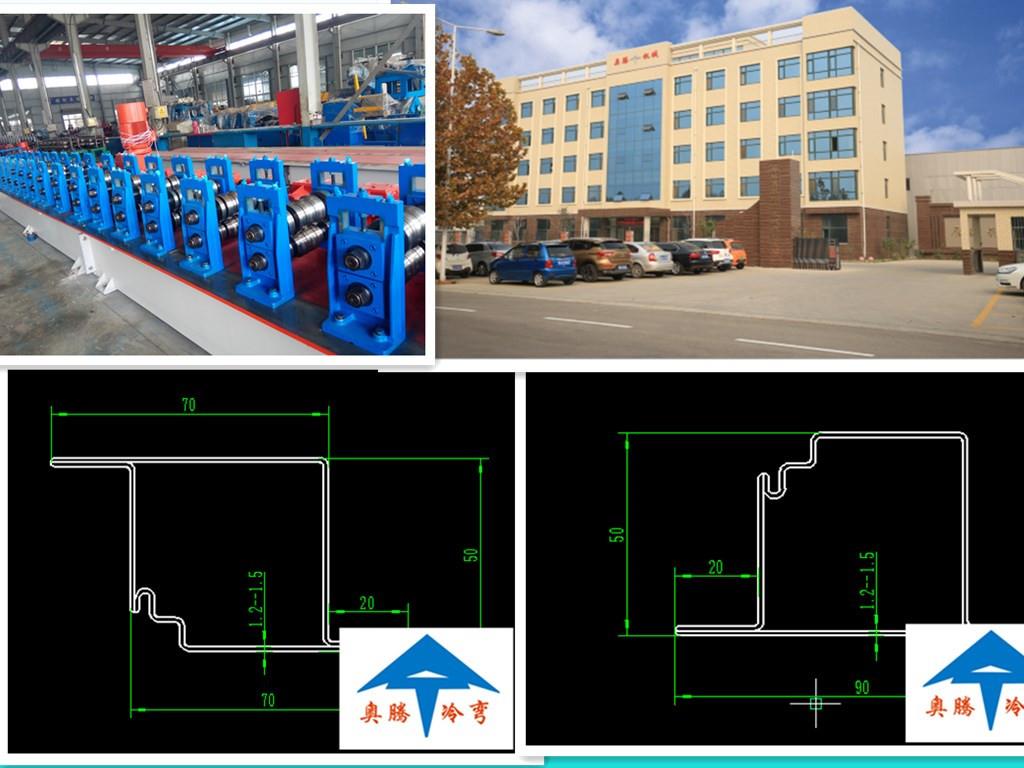
济南边梁生产厂家
- 相关产品:
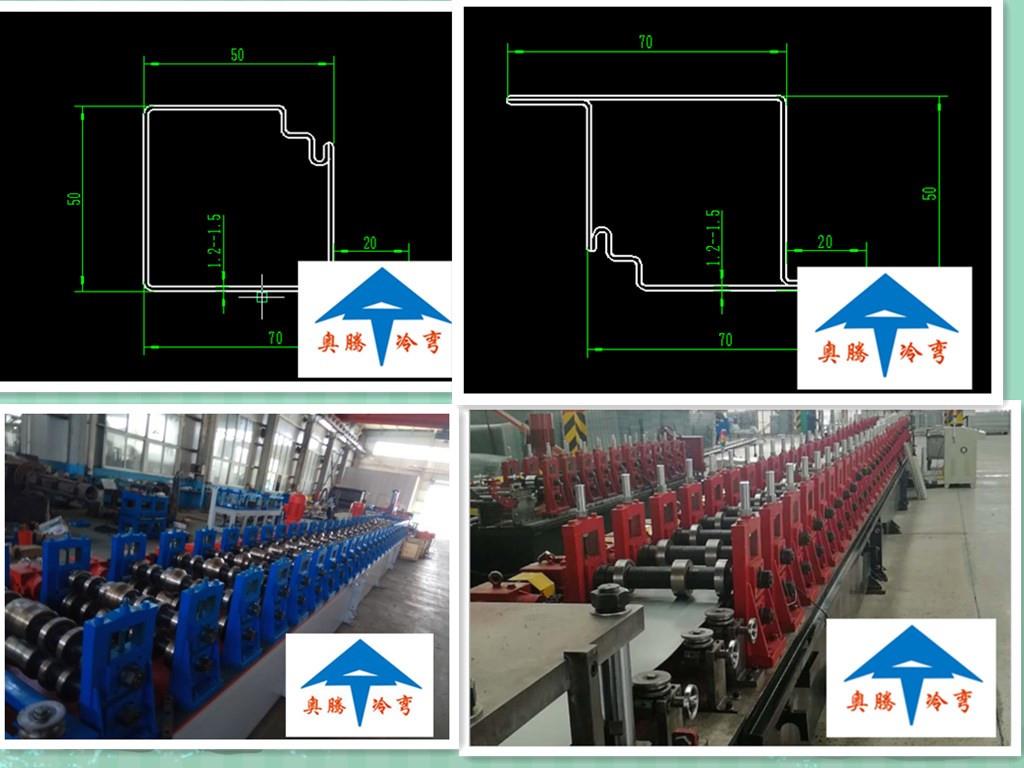
未喷漆部位涂防锈油,轧辊模具等重要部件无磕碰划伤现象。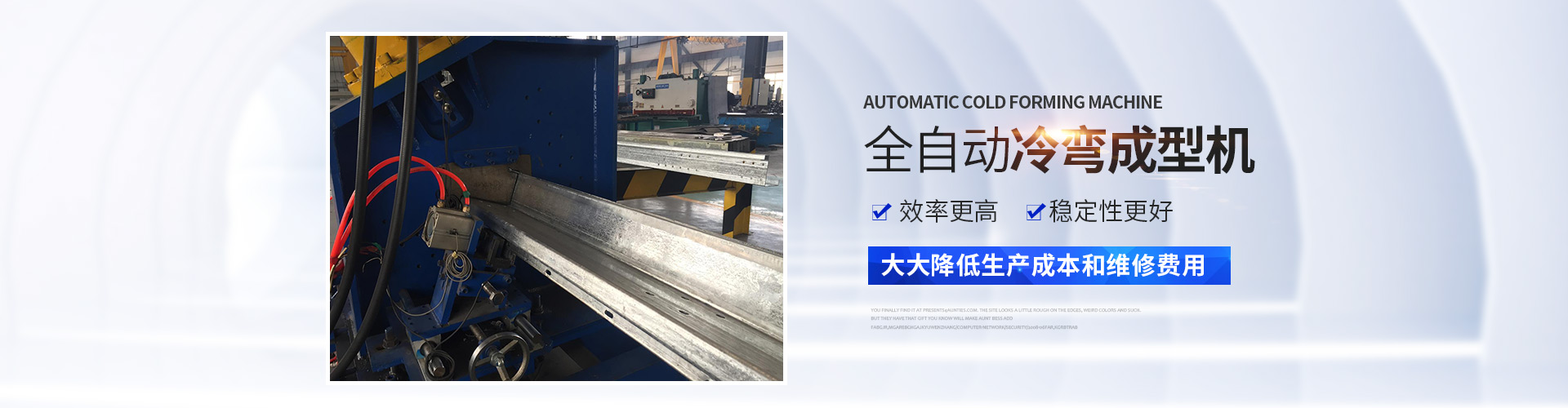
Product precision:The fixed bolt of the standard rolling mill, the fixed bolt of the transverse beam, the lock nut of the roller shaft, the base lock nut, the fastening bolt of the bearing cover must be fastened in place, the roll shaft and the roller datum line should be vertical, and the allowance is 0.2~0.3/1000, not to be accumulated.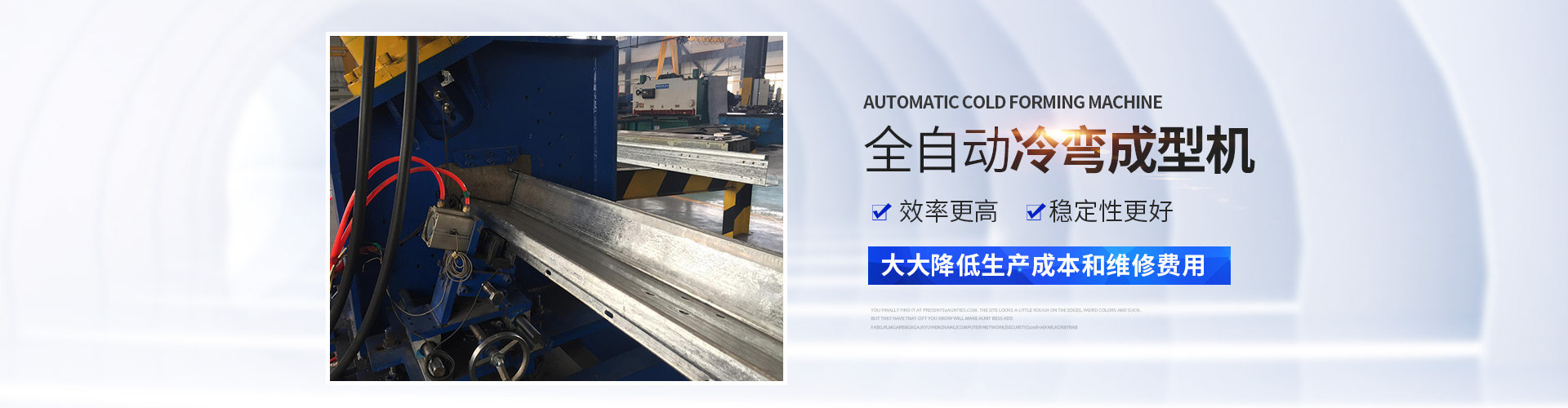
边梁冷弯成型设备设计原则:
此设计本着使用可靠,便于维护,零部件限度的标准化、通用化、使用寿命正常化,投资省,关键部位高标准,部位保使用,轧辊易互换、基准统一化的原则。
边梁冷弯成型设备设计依据:
根据需方提供要求,整机自动流水作业,产品样件满足提供图纸要求,参照冷弯型钢的标准GB6723—86《通用冷开口型钢尺寸外形,变量及允许偏差》、GB6724—86《冷弯波型钢板》、GB6726—86《货运汽车冷弯型钢尺寸、外形、变量及允许偏差》。
Design principle of side beam cold forming equipment:
This design is based on the principles of reliable use, easy intenance, ximum standardization, generalization of parts, norlization of service life, low investment, high standard of key parts, intenance of auxiliary parts, easy exchange of rolls, and standardization of reference.
The design basis of the side beam cold bending forming equipment:
According to the requirements of the dend side, the whole chine will flow autotically, and the product samples will meet the requirements of the drawings, and refer to the national standard GB6723-86 of the national standard for cold-formed section steel (GB6723-86). Variable and allowable deviation > GB6724-86 < Cold-formed Steel Plate > GB6726-86 < size, shape, variable and allowable deviation of Cold formed Steel for Freight cars.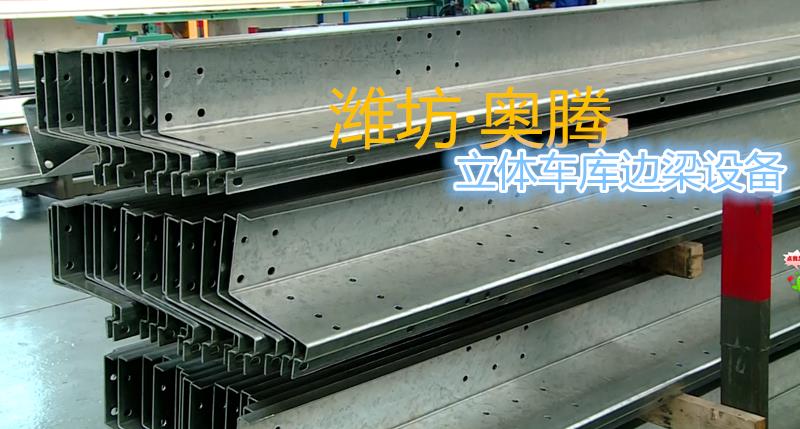
安装校直架时要保证其中心与轧辊基准中心对正,保证左右调整间隙能满足型材弯曲的调整及多种规格型材的共用。





{kind=link}