

- 2025-04-05 09:29 1868
- 产品价格:500.00 元/台 起
- 发货地址:上海青浦 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:166944742公司编号:14194598
- 陶念源 销售 微信 13636607932
- 进入店铺 在线留言 QQ咨询 在线询价
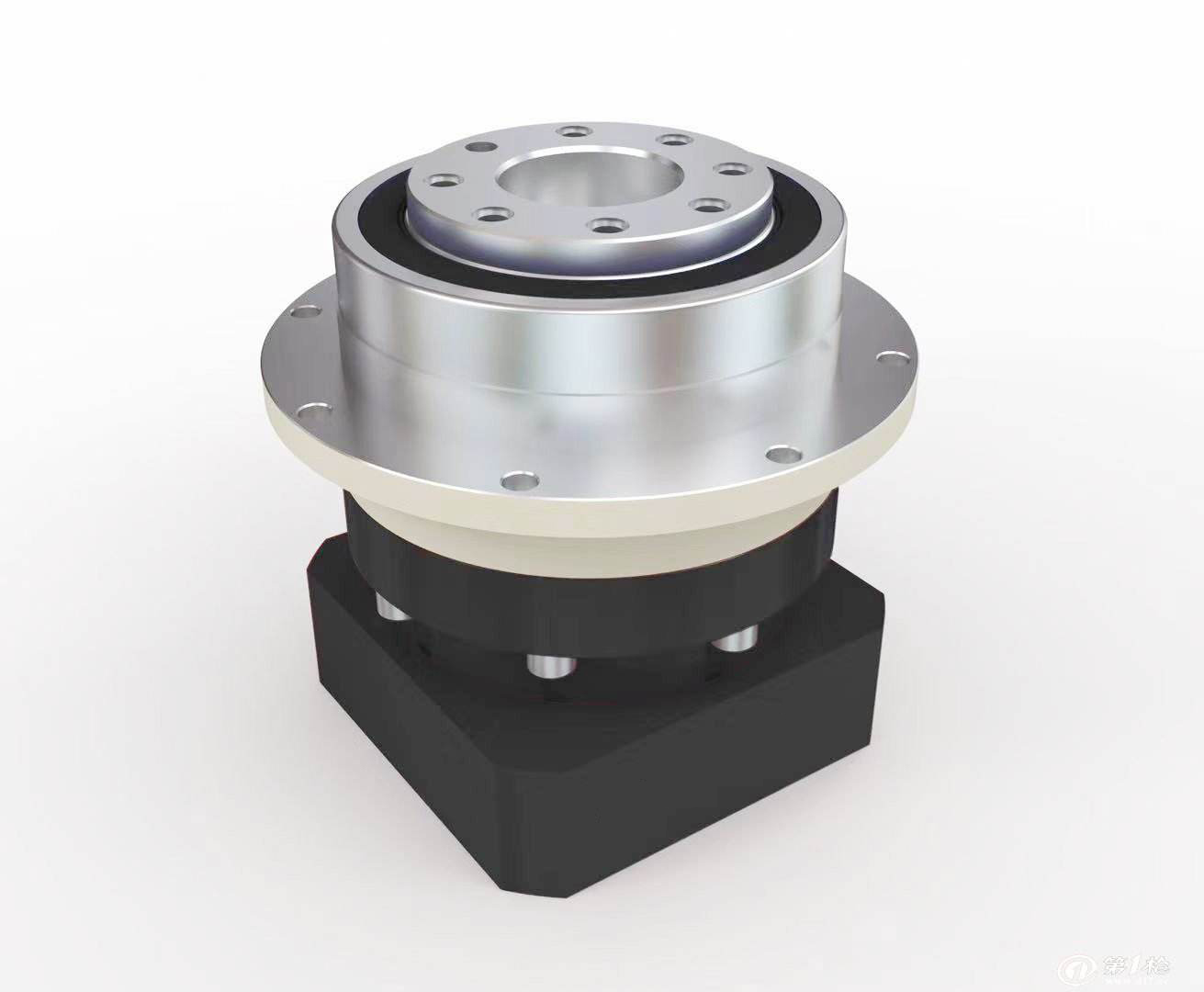
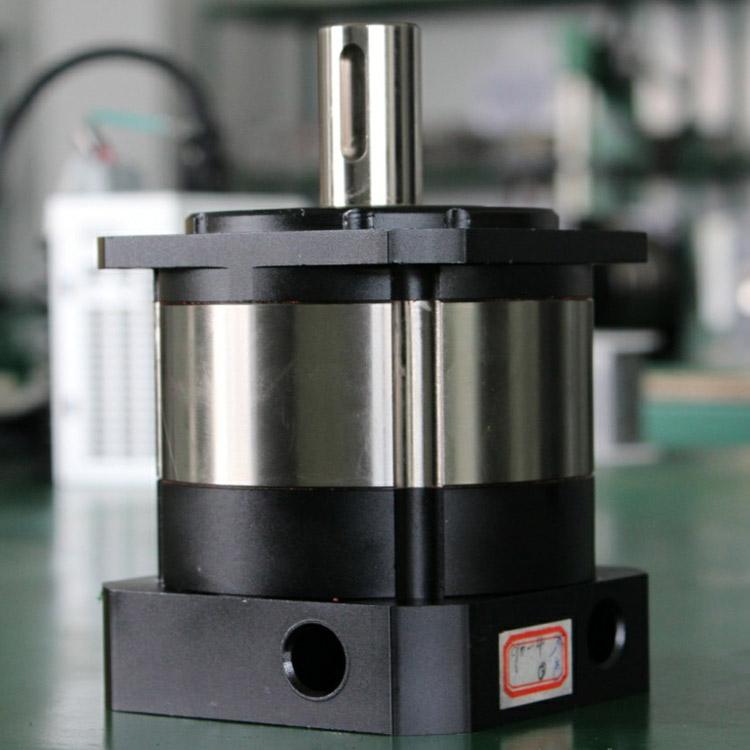
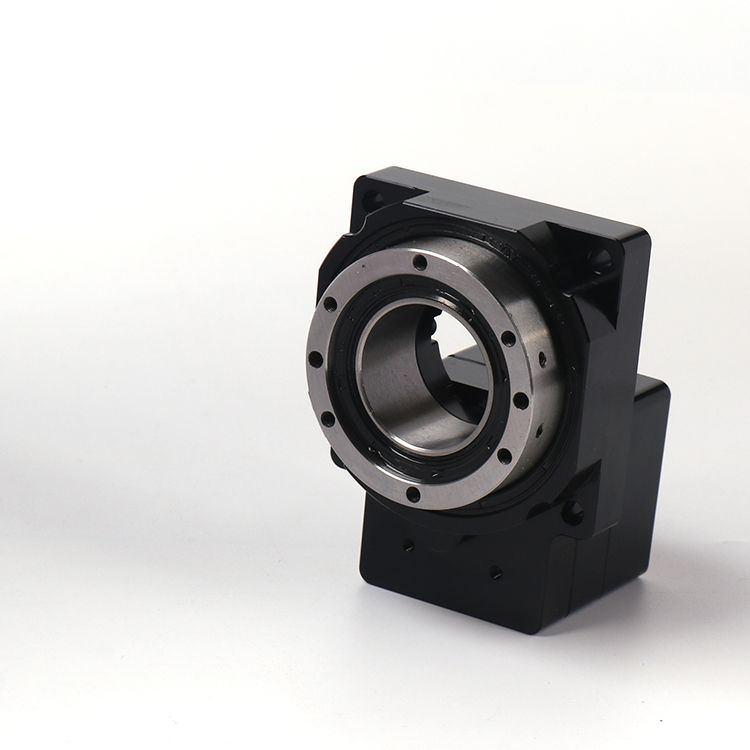
广州印刷机械行星减速机 行星齿轮箱
- 相关产品:
行星减速机的应用
1、行星减速机减速机ab系列在印刷行业的应用,apex伺服用行星减速机因其定位精度高,性能稳定,免保养,寿命长等特点,而被广泛应用到印刷行业.传统商标印刷机的印刷拉纸滚筒目前已广泛被伺服系统控制的数控商标印刷机取代,使得apex伺服用高精密行星减速机在商标印刷机行业得到广泛的应用。
2、行星减速机减速机ae系列减速机的应用,ae系列的减速机的精度要ab系列的减速机的要低一些,主要应用于中低端行业领域,所应用的领域也是很广阔的,主要应用在数控压力设备,食品包装设备,数控声像设备上的应用等方面都有应用。
3、行星减速机减速机在数控弯管机行业的应用,apex伺服用行星减速机不仅在国内数控机床厂和商标印刷机等行业全面推广使用,并且现在也已在国内数控弯管机行业得到全面应用,因apex减速机体积小,扭矩大,在寿命期间背隙精度稳定,高性价比等而被广泛采用。
4、行星减速机减速机p系列在数控焊割行业的应用,apex减速机p系列减速机行星轮双边支撑、行星轮的传动接口采用不含保持器之满针滚针轴承,齿轮表面作离子氮化处理,齿轮箱内齿和箱体的一体式结构,大齿宽齿轮,castrollmx润滑油脂,前后连接板进行黑色阳极处理,单级6~8分和双级8~10分的超低反向间隙,大力矩输出和高径向承载能力的性能,在国内数控焊割行业得到全面应用。
5、at系列减速机采用的是蜗线伞齿轮,它可以一端输入两端输出,输出可以是同向也可以是反向,它的输出方式有轴输出,中空带键和中空不带键。齿轮箱整体都是不锈钢的,确保了的刚性与耐蚀性。
6、行星减速机减速机am减速机的应用,am系列减速机为微型行星减速机,由于其体积小,精度高,主要应用在机器人,医疗接卸,工业自动化设备,电子半导体设备,电动工具,安防技术,仪器仪表,航空航天等
晟昌精密行星齿轮减速机AT-FL/ AT- FL1/FR1/ AT-FH/ AT-FC系列减速机输出额定力矩T2N : 12 Nm - 3,200 Nm;晟昌减速器的减速比单节: 1/1.5/2/3/4/5;减速器的减速比双节:7/10/15/20/25/35/50;减速器的减速比双节: 75/100/125/150/200/250/350/500;晟晟昌减速器低背隙:单节: ≤6arcmin;双节: ≤8arcmin;三节: ≤10arcmin。**率:单节:≧98%;双节:≧94%;三节:≧94%;容易安装;低噪音;结构紧凑。
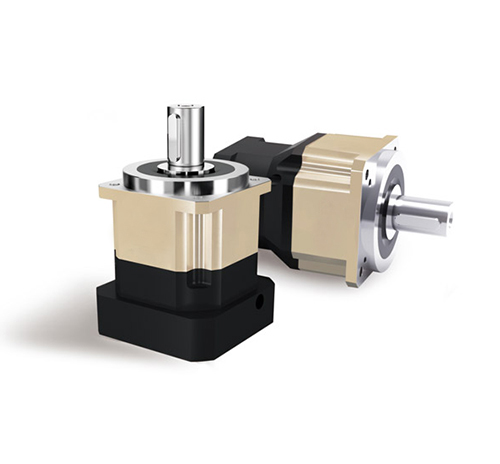
精密行星齿轮减速机AT-4M/ AT-LM系列减速机具有以下特点及规格:
AT-4M系列减速器九种外壳尺寸:AT065 4M / AT075 4M / AT090 4M / AT110 4M / AT140 4M / AT170 4M / AT210 4M / AT240 4M / AT280 4M;AT-LM系列减速器十八种外壳尺寸:AT065LM / AT075LM / AT090LM / AT110LM / AT140LM / AT170LM / AT210LM / AT240LM / AT280LM / AT065RM / AT075RM / AT090RM / AT110RM / AT140RM / AT170RM / AT210RM / AT240RM / AT280RM。
晟昌减速机具体应用
1、晟昌减速机AB系列在印刷行业的应用
晟昌伺服用行星减速机因其定位精度高,性能稳定,免保养,寿命长等特点,而被广泛应用到印刷行业。传统商标印刷机的印刷拉纸滚筒目前已广泛被伺服系统控制的数控商标印刷机取代,使得晟昌伺服用高精密行星减速机在商标印刷机行业得到广泛的应用。
2、晟昌减速机AE系列减速机的应用
AE系列的减速机的精度要AB系列的减速机的要低一些,主要应用于中低端行业领域,所应用的领域也是很广阔的。主要应用在数控压力设备,食品包装设备,数控声像设备上的应用等方面都有应用。
3、晟昌减速机在数控弯管机行业的应用
晟昌伺服用行星减速机不仅在国内数控机床厂和商标印刷机等行业全面推广使用,并且现在也已在国内数控弯管机行业得到全面应用.因晟昌减速机体积小,扭矩大,在寿命期间背隙精度稳定,高性价比等而被广泛采用.
齿轮加工的方法一种是成形法,就是利用与被切齿槽形状完全相符的成形铣刀切出齿形的方法,如铣齿;另一种是展成法,它是利用刀具与被动齿轮的相互啮合运动而切出齿形的加工方法,如滚齿和插齿(用滚刀和插刀进行示范)。下面介绍用铣床加工齿轮的方法。圆柱直齿轮可以在卧式铣床上用盘状铣刀或立式铣床上用指状铣刀进行切削加工。现以在卧式铣床上加一只z=16(即齿数为16),m=2(即模数为2)的圆柱直齿轮为例,介绍齿轮的铣削加工过程。
1.检查齿坯尺寸
主要检查齿顶圆直径,便于在调整切削深度时,根据实际齿顶圆直径予以增减,保证分度圆齿厚的正确。
2.齿坏装夹和校正
正齿轮有轴类齿坏和盘类坯。如果是轴类齿坯,一端可以直接由分度头的三爪卡盘夹住,另一端由尾座顶紧即可;如果是盘类齿坯,首先把齿坯套在心轴上,心轴一端夹在分度头三爪卡盘上,另一端由尾顶紧即可。校正齿坯很重要。首先校正圆度,如果圆度不好,会影响分度圆齿厚尺寸;再校正直线度,即分度头三爪卡盘的中心与尾座中心的连线一定要与工作台纵向走刀方向平行,否则铣出来的齿是斜的;后校正高低,即分度头三爪卡盘的中心至工作台面距离与尾座中心至工作台面距离应一致,如果高低尺寸超差,铣出来的齿就有深浅。
齿加工精度分析:轴齿精度主要和运动精度、平稳性精度、接触精度有关。滚齿加工中用控制公法线长度和齿圈径跳来保证运动精度;用控制齿形误差和基节偏差来保证工作平稳性精度,用控制齿向误差来保证接触精度。下面对滚齿加工中易出现的几种误差原因进行分析:齿圈径向跳齿圈径向跳齿圈径向跳齿圈径向跳动误差动误差动误差动误差(即几何偏心即几何偏心即几何偏心即几何偏心)齿圈径向跳动是指在齿轮一转范围内,测头在齿槽内或轮齿上,与齿高中部双面接触,测头相对于轮齿轴线的变动量。也是轮齿齿圈相对于轴中心线的偏心,这种偏心是由于在安装零件时,零件的两中心孔与工作台的回转中心安装不重合或偏差太大而引起。或因和孔制造不良,使定位面接触不好造成偏心,所以齿圈径跳主要应从以上原因分析解决.








{kind=link}