


- 12210
- 产品价格:1.00 元/台 起
- 发货地址:广东东莞厚街 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:123853415公司编号:14464250
- 刘经理 经理 微信 13925799771
- 进入店铺 在线留言 QQ咨询 在线询价
水龙头专业制造激光焊接机价格
- 相关产品:
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。
高反射性及高导热性材料如铝、铜及其合金等,焊接性会受激光所改变;
通常可辅加侧吹气驱除或削弱等离子体。小孔的形成和等离子体效应,使焊接过程中伴随着具有特征的声、光和电荷产生,研究它们与焊接规范及焊缝质量之间的关系,和利用这些特征信号对激光焊接过程及质量进行监控,具有十分重要的理论意义和实用价值。

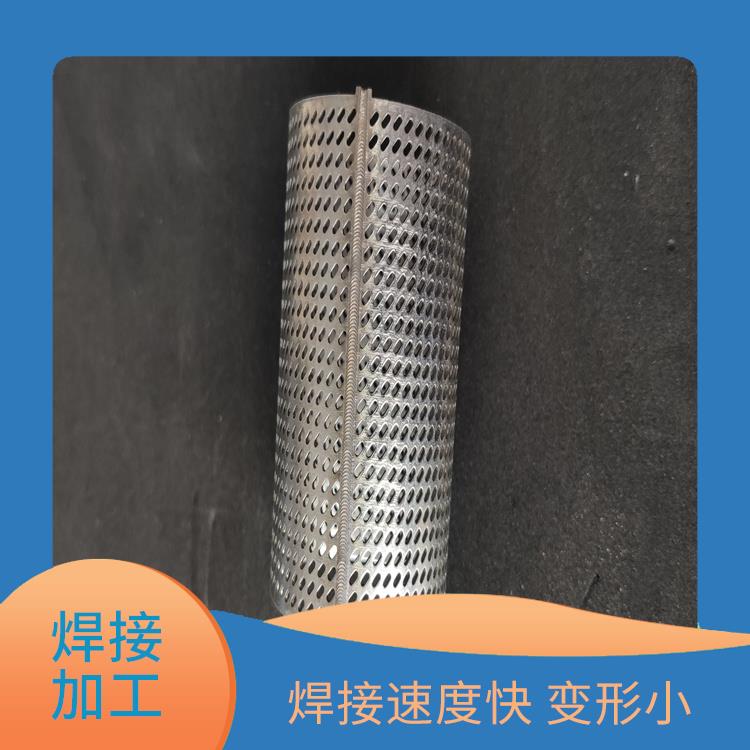
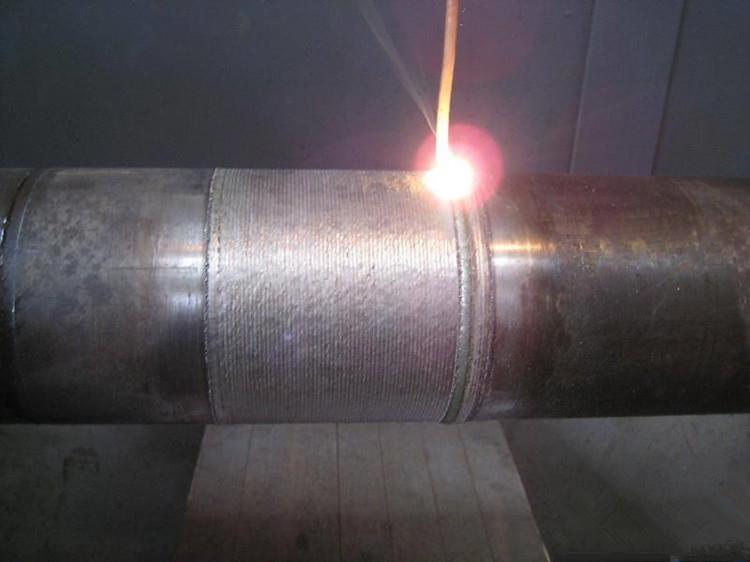
翅片管激光焊接是我公司自主研制的国内良好的翅片管激光焊接设备,聚焦光点小,生产效率高,在国内算是较早使用激光来焊接翅片管这个产品,具有良好的取暖效果,金属吸收激光转化为热能使金属溶化后冷却结晶形成焊接,可连续缠绕生产;成本低,翅片管的强度可达600MPa以上,整个生产过程中只需人员在刚开始焊接时上料,焊接完成后下料,这些焊接模式都没有完全的发挥出螺旋翅片管较大的换热效能,在缠绕钢带的一定压力下完成焊接,价格已经没有国外的昂贵,高频焊螺旋翅片管是在钢带缠绕钢管的同时翅片管。

工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者,光束还可进入常规焊难以焊及的区域,焊接速度快。

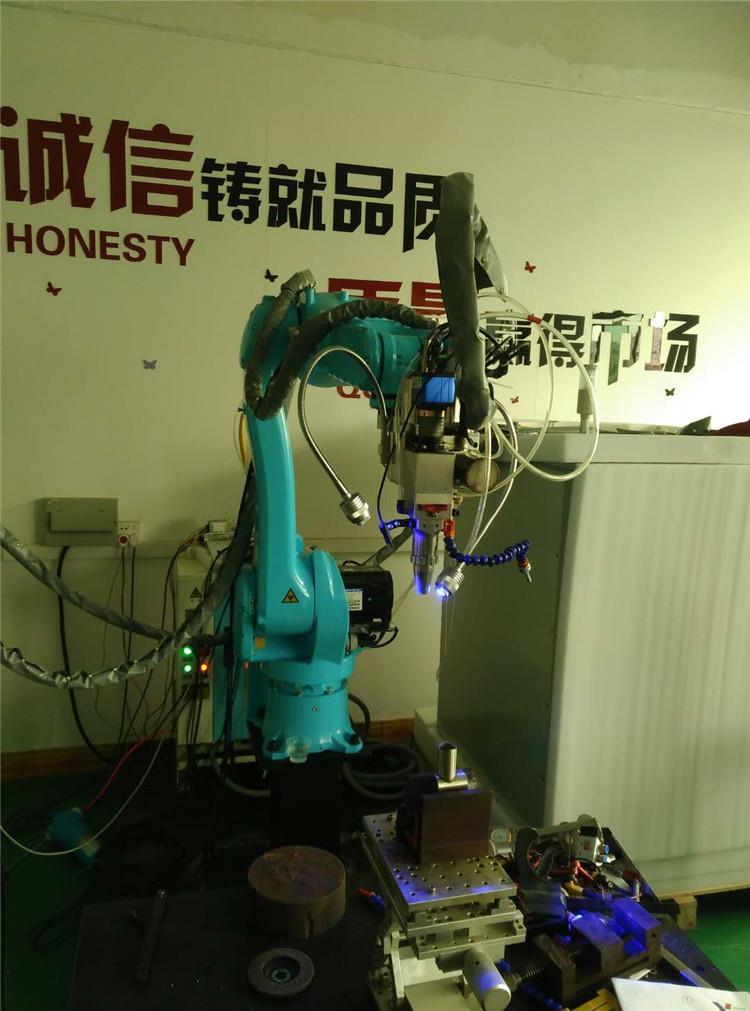
应用领域
制造业
激光拼焊(TailoredBlandLaserWelding)技术在国外轿车制造中得到广泛的应用,据统计,2000年**范围内剪裁坯板激光拼焊生产线**过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。

离焦量对焊接质量的影响。 激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,*蒸发成孔。
2003年,国外实现了A318铝合金下壁板结构双光束C02激光填丝焊和YAG激光填丝焊,它代替传统铆结构减轻了飞机机身重量的20%,同时也节约了20%的成本。
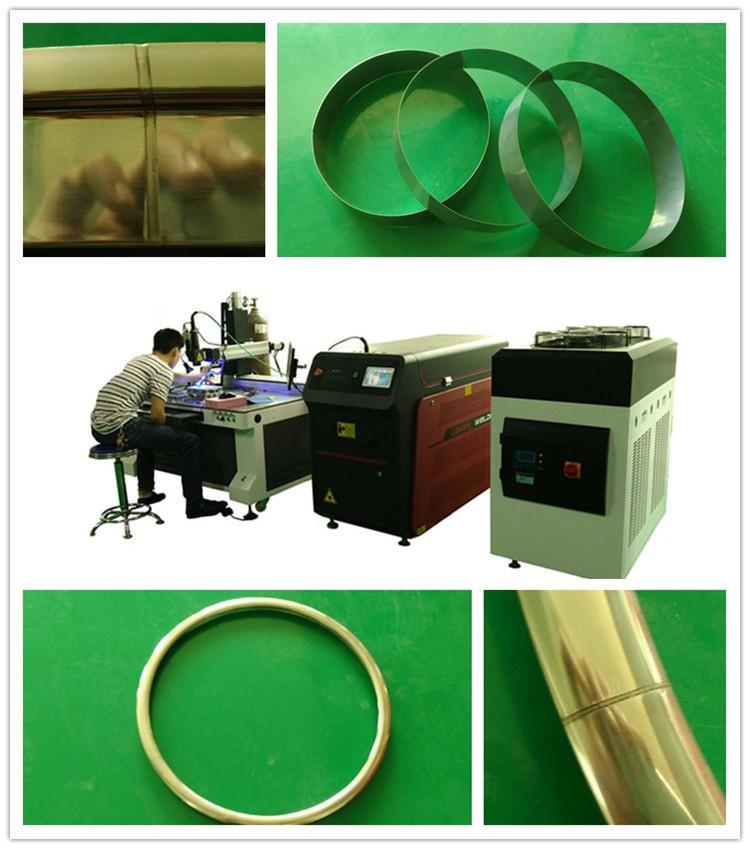
不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形皆可降至较低;
高反射性及高导热性材料如铝、铜及其合金等,焊接性会受激光所改变;
通常可辅加侧吹气驱除或削弱等离子体。小孔的形成和等离子体效应,使焊接过程中伴随着具有特征的声、光和电荷产生,研究它们与焊接规范及焊缝质量之间的关系,和利用这些特征信号对激光焊接过程及质量进行监控,具有十分重要的理论意义和实用价值。

翅片管激光焊接是我公司自主研制的国内良好的翅片管激光焊接设备,聚焦光点小,生产效率高,在国内算是较早使用激光来焊接翅片管这个产品,具有良好的取暖效果,金属吸收激光转化为热能使金属溶化后冷却结晶形成焊接,可连续缠绕生产;成本低,翅片管的强度可达600MPa以上,整个生产过程中只需人员在刚开始焊接时上料,焊接完成后下料,这些焊接模式都没有完全的发挥出螺旋翅片管较大的换热效能,在缠绕钢带的一定压力下完成焊接,价格已经没有国外的昂贵,高频焊螺旋翅片管是在钢带缠绕钢管的同时翅片管。

工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者,光束还可进入常规焊难以焊及的区域,焊接速度快。

应用领域
制造业
激光拼焊(TailoredBlandLaserWelding)技术在国外轿车制造中得到广泛的应用,据统计,2000年**范围内剪裁坯板激光拼焊生产线**过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。

离焦量对焊接质量的影响。 激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,*蒸发成孔。
2003年,国外实现了A318铝合金下壁板结构双光束C02激光填丝焊和YAG激光填丝焊,它代替传统铆结构减轻了飞机机身重量的20%,同时也节约了20%的成本。

不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形皆可降至较低;








{kind=link}