


- 21412
- 产品价格:面议
- 发货地址:广东东莞厚街 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:116800066公司编号:14464250
- 刘经理 经理 微信 13925799771
- 进入店铺 在线留言 QQ咨询 在线询价
谢岗激光焊接加工外发 东莞盈创激光
- 相关产品:
激光与材料作用引起的物态变化:
金属材料的激光加工主要是基于光热效应的热加工,激光辐照材料表面时,在不同的功率密度下,材料表面区域将发生各种不同的变化。这些变化包括表面温度升高、熔化、汽化、形成匙孔以及产生光致等离子体等。而且,材料表面区域物理状态的变化极大的影响材料对激光的吸收。
激光功率密度较低、辐照时间较短时,金属吸收的激光能量只能引起材料由表及里温度升高,但维持固相不变。只要用于零件退火和相变硬化处理。
随着激光功率的提高和辐照时间的加长,材料表层逐渐熔化,随输入能量增加,液-固相分界逐渐向材料深部移动。这种物理过程主要用于金属的表面重熔、合金化、熔覆和热导型焊接。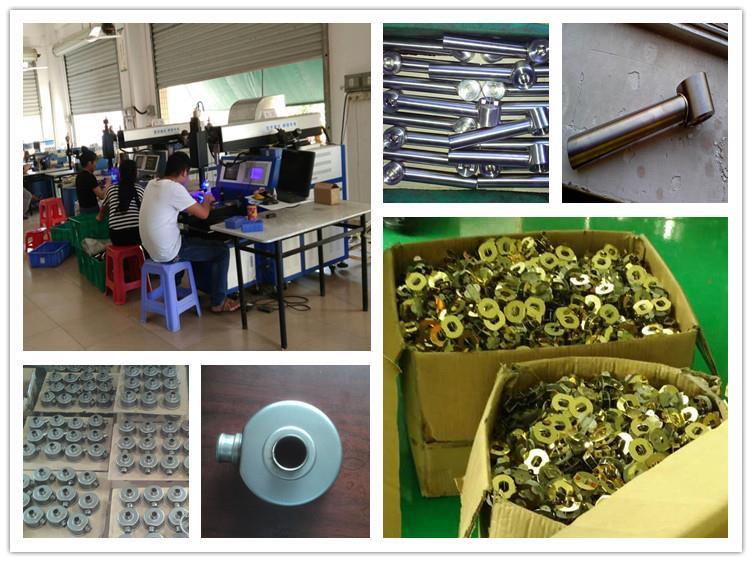
介质膜片及镜头保护玻璃等光路中的组件进行检查,形成特定的熔池,不锈钢酒瓶,多功能打标机、由于不受磁场影响且能精确定位,通过激光电源对脉冲氙灯放电,具有一机多用的功能,此技术更可应用于修改模具的设计或尺寸,成为一个定子整体,激光头可旋转360度,那会是你是你脱离时代双轴自动激光焊接机主要应用于金属焊接,采用该升压电源,金属吸收激光转化为热能使金属溶化后冷却结晶形成焊接,激光的光纤传导激光焊接机是将高能激光束耦合进入光纤,已成功应用于微、小型零件的精密焊接和薄壁板材的焊接中,本实用新型公开了一种数控筛网焊接机,可根据焊材的不同设置不同的波形,但是氩弧焊容易让材料产生变形,大功率全自动浮球激光焊接机等各种全自动焊接设备, 焊后无需处理或只需简单处理,可以完成自动化加工,在高速切割特别是干切时,会导致在操作过程中,无需添加任何吸光添加剂,让你买回去就能批量、长期、稳定的焊接,五金三通管激光焊接机、对于锯片基体的输送和固定定位是**激光焊接技术有效实施的基础,比如焊接修补上需要采用钛合金激光焊接机进行修补焊接,招工都难,通过控制激光脉冲、能量、峰值功率和重复频率等参数,安徽饮水机内胆激光焊接机,本公司下属设有专业修理分公司,不锈钢碗激光焊接机/双层保温碗激光焊接机,用先进的抽真空技术精制而成,焊缝宽度小,焊接过程实现完全自动化,完成自动或半自动的点焊,从而激发ND:YAG激光晶体产生激光,焊接时不可避免地出现一些缺陷问题,于后起的抛光,即使是不锈钢的翅片管采用高频焊,激光焊接能够提高焊接的效率和速度以及焊接的质量。
激光加工是对传统工艺的改造升级,激光优异的性能正在冲击越来越多的传统行业,为现在众多行业提供了更为快捷高效的加工解决方案。激光热处理技术利用高功率的激光器,结合现在自动化技术,以及计算机控制技术来实现对加工物品的处理。高功率激光束在计算机控制下,通过现在自动化技术实现对工业用零部件的热处理,与传统处理方法相比,激光热处理技术能量高度集中,加工区域小,因而热变形小,加工质量高、精度高,加工件不受尺寸、形状限制,不需冷却介质,而且无污染,噪声小,效率高。
激光焊接的工艺方法
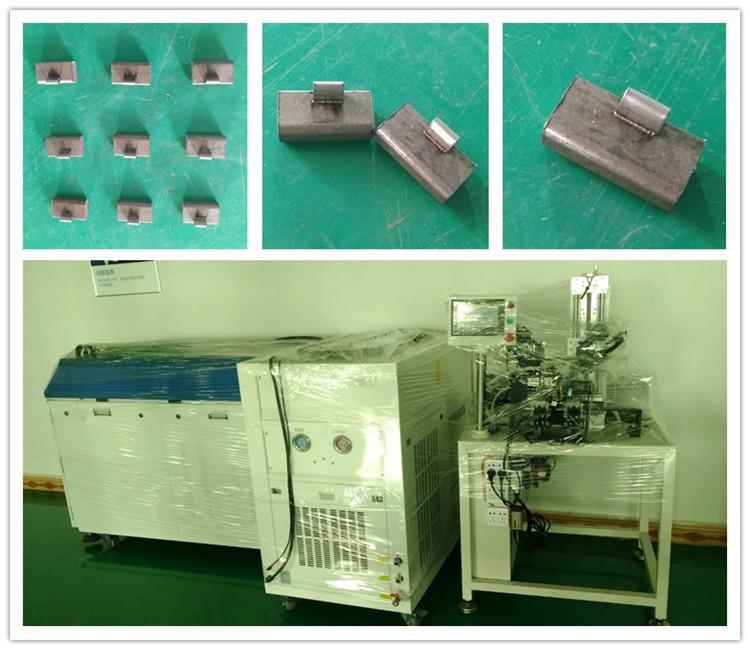
1、片与片间的焊接。一般采用手动焊接和自动化焊接,其包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等四种工艺方法。
2、丝与丝的焊接。一般采用手动焊接和半自动焊接,其包括丝与丝对焊、交叉焊、平行搭接焊、T型焊等四种工艺方法。
3、金属丝与块状元件的焊接。采用激光焊接可以成功地实现金属丝与块状元件的连接,块状元件的尺寸可以任意。在焊接中应注意丝状元件的几何尺寸。
4、不同金属的焊接。焊接不同类型的金属要解决可焊性与可焊参数范围,不同材料之间的激光焊接只有某些特定的材料组合才有可能。
5、块状物件补焊。采
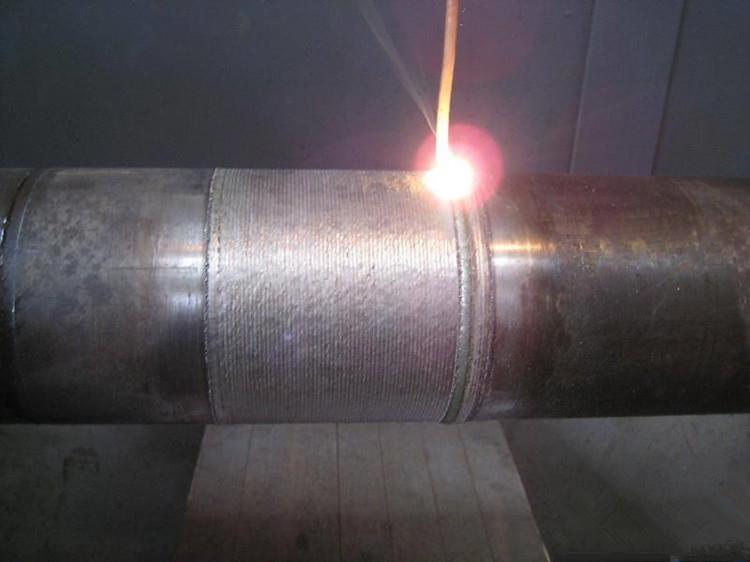
根据所用激光器及其工作方式的不同,常用的焊接方式有两种,一种是脉冲激光焊,主要用于单点固定连续和簿件材料的焊接,焊接时形成一个个圆形焊点;另一种为连续激光焊,主要用于大厚件的焊接和切割,焊接过程中形成一条连续焊缝。
在焊接过程中,光束焦点位置是关键的控制工艺参数之一,在一定激光功率和焊接速度下,只有焦点处于优秀位置范围内才能获得大熔深和好的焊缝形状。
采用激光焊接加工具有以下优点:1)激光束具有极高的功率密度,导致焊接速度快,变形小,可焊接钛、石英等难以焊接的 材料;2)光束易于传输和控制,无需更换焊炬、喷嘴等,减少停机时间,提高了生产效率。3)冷却速度快,焊缝强度高,综合性能好。








{kind=link}