- 2414
- 产品价格:9999.00 元/套 起
- 发货地址:山东潍坊潍城区 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:94158822公司编号:14582956
- 王振友 经理 微信 18053628930
- 进入店铺 在线留言 QQ咨询 在线询价
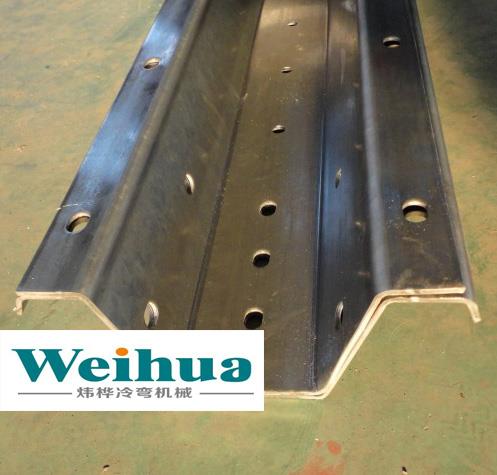
钢板粮仓成型生产设备厂家
- 相关产品:
2成型主机成型主机采用单波逐步成型方式,具备钢板导向、手动调节自动居中、整平、夹送、辊压成型等功能;加工精度:波距尺寸精度:±2mm波高尺寸精度:±2mm波纹板外观:波纹板表面光滑平整、色泽均匀,边缘规整,无明显镀锌层脱落、堆积现象,无明显加工造成的机械划痕和损伤;轧辊道次: 16组成型,2组整形修复,第1道轧辊兼具夹送功能,两端两道轧辊兼具导向功能;轴承:国标,全密闭;电机:2台,各15KW(依生产线实际情况选配),电器零件采用施耐德;成型速度:6mm/min~15mm/min,可调节;
结构形式:牌坊式结构+万向节+齿轮箱;驱动方式:电机+齿轮箱驱动;控制方式:PLC控制(日本松下,触摸屏式,配备可以覆盖全生产线范围的无线手持式操控盒)。
3冲孔设备冲孔方式:不停机跟踪冲孔;控制形式:伺服电机(5.5KW)+脉冲编码器+滚珠丝杠传动;液压站:电机22KW,国产;冲孔精度:孔大小精度:+0.3mm;孔间距(宽度方向)精度:±1mm;孔间距(长度方向)精度:±2mm;螺纹孔外观:螺纹孔形状规整,边缘无明显毛刺;冲孔模具:Cr12MoV材料,表面处理,60~62HRC;随生产线配备一套备用冲头。


河南钢板粮仓成型生产设备厂家-泰安钢板粮仓成型生产设备生产厂家-阜新钢板粮仓成型生产设备定制-开封钢板粮仓成型生产设备价格











{kind=link}