
- 2024-11-27 11:22 310
- 产品价格:38000.00 元/个 起
- 发货地址:广东东莞虎门 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:258410452公司编号:23089974
- 卢经理 总经理 微信 13794989064
- 进入店铺 在线留言 QQ咨询 在线询价
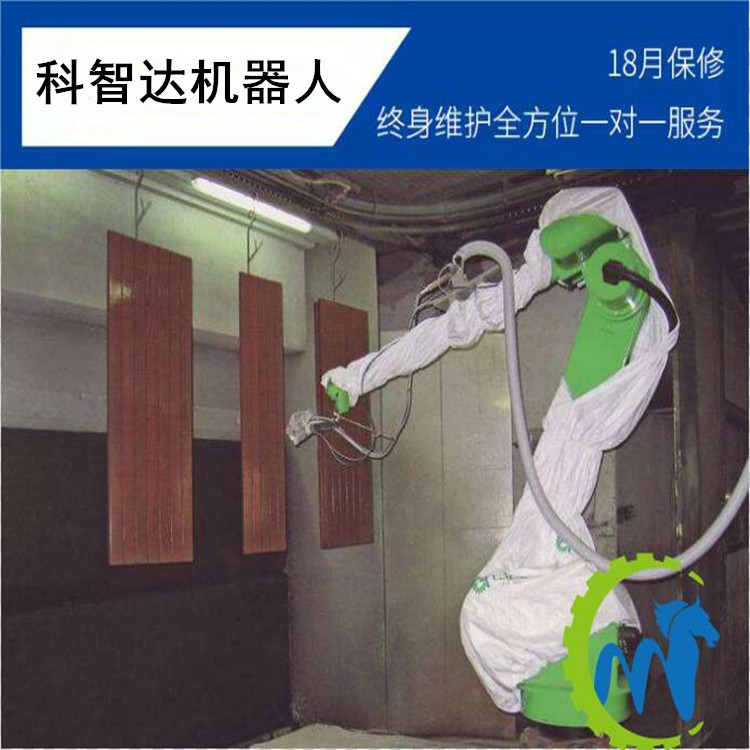
湖南焊接机器人调试
- 相关产品:
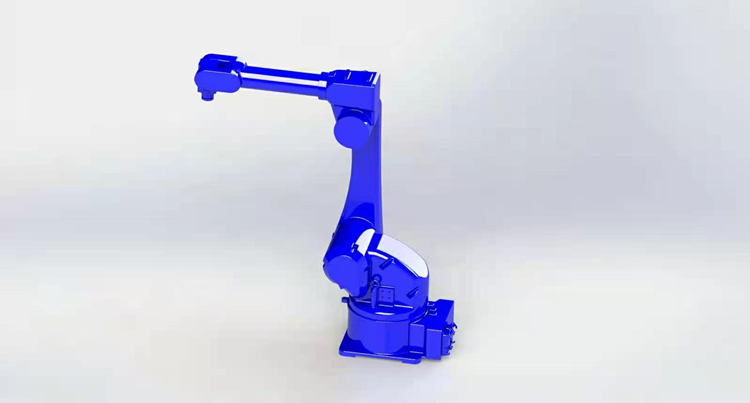
负载:10kg臂长:1600mm颜色:蓝色重量:160kg重复精度:0.08mm控制系统:纳博特轴数:6轴
焊接机器人以在工程机械行业领域表现性、高可靠性、高灵活性的特点为世人瞩目,正逐步将焊接工人从高疲劳、高危险的劳动环境中解放出来,减少焊接烟尘带来的职业危害。焊接机器人变位机及工装夹具对焊接的影响:
1、对零件的定位精度要求更高,焊缝相对位置精度较高,应≤1mm;
2、由于焊件一般由多个简单零件组焊而成,而这些零件的装配和定位焊,在焊接工装夹具上是按顺序进行的,因此,它们的定位和夹紧是一个个单进行的;
3、机器人焊接工装夹具前后工序的定位须一致;
4、由于变位机翻转的变位角度较大,机器人焊接工装夹具尽量避免使用活动手动插销;
5、机器人焊接工装夹具应尽量采用快速压紧件,且需配置带孔平台。以便将压紧快速装夹压紧;
6、与普通焊接夹具不同,机器人焊接工装夹具除正面可以施焊外,其侧面也能够对工件进行焊接,可以无限延伸。
焊接机器人可以从以下几方面来提高零件制备质量和焊件装配精度:
1、编制焊接机器人的焊接工艺,对零件尺寸、焊缝坡口、装配尺寸进行严格的工艺规定。一般零件和坡口尺寸公差控制在±0.8mm,装配尺寸误差控制在±1.5mm以内,焊缝出现气孔和咬边等焊接缺陷机率可大幅度降低;
2、采用精度较高的装配工装以提高焊件的装配精度;
3、焊缝应清洗干净,无油污、铁锈、焊渣、割渣等杂物,允许有可焊性底漆。否则,将影响引弧成功率。定位焊由焊条焊改为气体保护焊,同时对点焊部位进行打磨,避免因定位焊残留的渣壳或气孔,从而避免电弧的不稳甚至飞溅的产生。

焊接机器人特点:
1、焊接参数自适应调节功能,在线自动调节摆动幅度、摆动频率、焊接速度;
2、参数化编程,采用合理的焊接顺序与焊姿态,保证焊接质量好,焊缝成型美观;
3、具有高灵敏度防碰撞检测功能,实现自我安全保护。

焊接机器人操作工编程技巧总结:
1、选择合理的编程焊接顺序,以减小焊接变形、焊行走路径长度来制定焊接顺序;
2、焊空间过渡要求移动轨迹较短、平滑、安全,过程中不能发生碰;
3、优化焊接参数,为了获得的焊接参数,制作工作试件进行焊接试验和工艺评定;
4、合理的变位机位置、焊姿态、焊相对接头的位置,工件在变位机上固定之后,若焊缝不是理想的位置与角度,就要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置,同时,要不断调整机器人各轴位置,合理地确定焊相对接头的位置、角度与焊丝伸出长度,工件的位置确定之后,焊相对接头的位置通过编程者的双眼观察,难度较大。这就要求编程者善于总结积累经验;
5、及时插入清程序,编写一定长度的焊接程序后,应及时插入清程序,可以防止焊接飞溅堵塞焊接喷嘴和导电嘴,保证焊的清洁,提高喷嘴的寿命,确保可靠引弧、减少焊接飞溅;
6、编制程序一般不能一步到位,要在机器人焊接过程中不断检验和修改程序,调整焊接参数及焊姿态等,才会形成一个好程序。
我们公司本着“求实、诚信、互惠、双赢”的经营理念,坚持“客户至上、品质为上”的宗旨服务于客户。











{kind=link}