

- 2024-11-29 18:40 232
- 产品价格:面议
- 发货地址:广东中山东升 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:252936003公司编号:2017423
- 肖强 业务 微信 13824782165
- 进入店铺 在线留言 QQ咨询 在线询价
东莞磨床维修 磨床吸盘维修
- 相关产品:
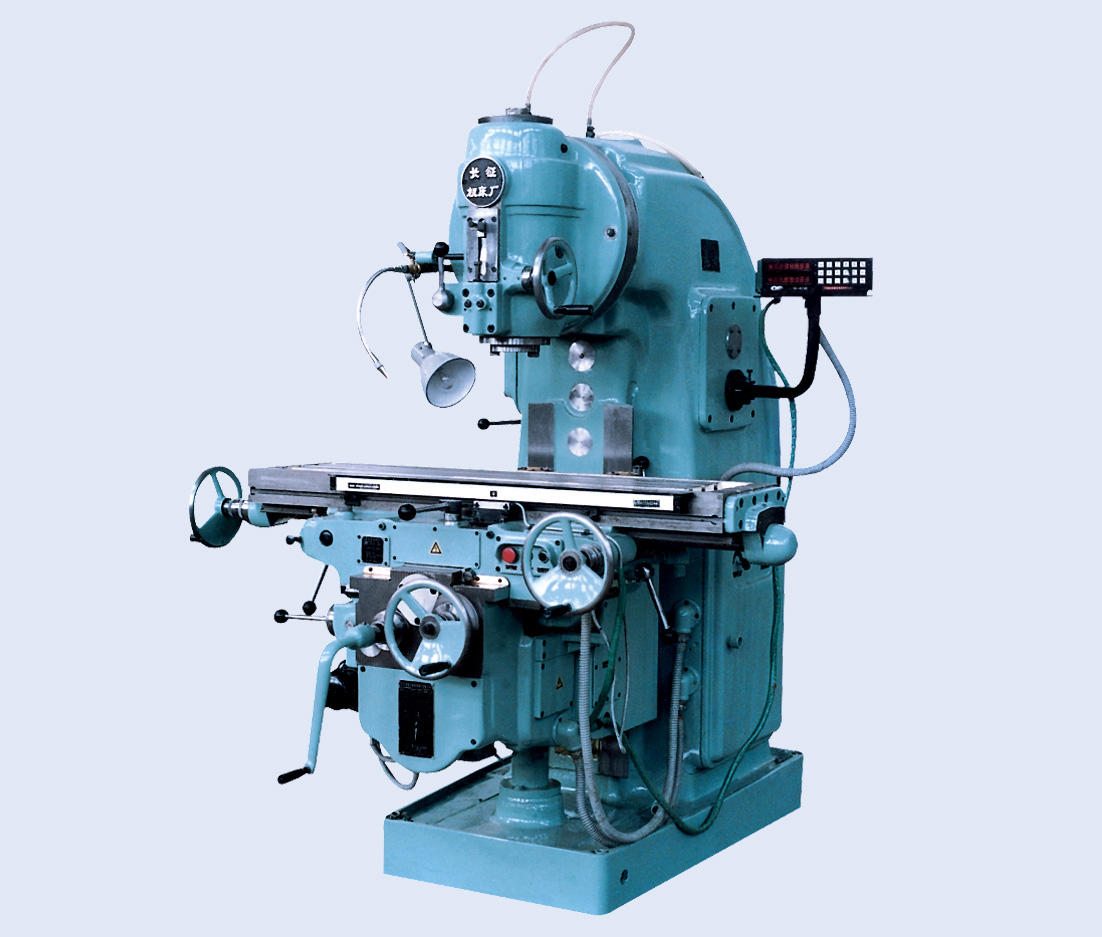
M7163磨床磨削尺寸:630*1250*400mmM7163磨床工作台尺寸:630*1250mmM7163磨床磨头电机:7.5KWM7163磨床砂轮转速:1440r/minM7163磨床外形尺寸:3540*2073*2280mm
中山市东升镇来烨机械加工厂承接对外加工服务,现有设备济南二机3米*1米龙门铣床1台、沈阳中捷TPX6111B/3卧式铣镗床1台、等离子火焰切割机8米*3米1台,沈阳中捷Z3050摇臂钻床1台、长沙机床厂CW6183*3米车床1台,以及其它车床、铣床一批,可随时为客户提供的服务。平面磨床加工件粗糙度差度差、有明显振纹的故障原因及排除方法有哪些?
答:平面磨床加工件粗糙度差度差、有明显振纹的故障产生的原因及排除方法如下:
(1)主轴动平衡精度差,应重新调整,进行动平衡检测并修复。
(2)若确认主轴、轴承间隙过大,应重新调整,前轴承间隙为0.008mm,后轴承间隙为0.012mm。
(3)台面润滑油过多或过少,应调整导轨润滑油至适量,以工作台导轨面上有湿润的润滑油但不滴下为宜。
(4)若砂轮衡不合格,做好砂轮衡,必要时作二次衡。
(5)砂轮修整粗细不一致,应重新修整砂轮,使砂轮粗、细适中。
(6)进给量不**过0.02mm,并分粗磨、精磨。
(7)应消除机床振源:台面冲击,工作台齿条、齿轮啮合间隙过小,机床附近有振源等。
平面磨床主要部件的修理一般按什么顺序进行?
答:平面磨床主要部件的修理一般按下列顺序进行,也可以根据修理条件采用几个部件同时进行或交叉进行。

数控强力成型磨床具有哪些特点:
1、横向导轨置于立柱中部两侧。
2、三轴导轨具有的结构性和工艺性,进给灵敏,加工精度高。
3、采用西门子数控系统,对工作台纵向移动、磨头垂直进给、立柱横向进给、连续修整轴和砂轮主轴进行单控制或联动。有线性插补和圆弧插补等补偿功能,能实现自动磨削循环。
4、较高的定位精度和重复定位精度。如采用全闭环控制,定位精度和重复定位精度。
5、多种成形修整技术的应用,台面金刚滚轮修整、金刚笔或金刚碟片通过两轴联动修整、**置金刚滚轮连续修整,修整成形精度高;
6、纵向可配置高速滚珠丝杠,实现普通平磨的往复式磨削。
7、机床造型新颖;磨削区全封闭属环保型产品
8、贯彻强制性安全标准,采标。

数控平面磨床行业特需求,机床生产厂也积极开发机械部分,对磨床的数控系统,提出特控制要求。主要有:
斜轴控制:在轴向倾斜时,也可进行直线和圆弧插补。
主轴摆动:在磨削中经常出现的运行循环,用外部信号中断执行程序,砂轮切入,砂轮修整等准备功能,编制固定循环程序。其不仅能使用外部测量装置,还能当连接上一个合适的测量头时能直接去控制装置与终尺寸进行比较。
中山市东升镇来烨机械加工厂完成客户信赖之选.,云工厂聚合800,提供加工服务 , 完成各种机械加工服务。





{kind=link}