


- 2911
- 产品价格:面议
- 发货地址:广东广州黄埔区 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:248309879公司编号:16331358
- 马 微信 18126773630
- 进入店铺 在线留言 QQ咨询 在线询价
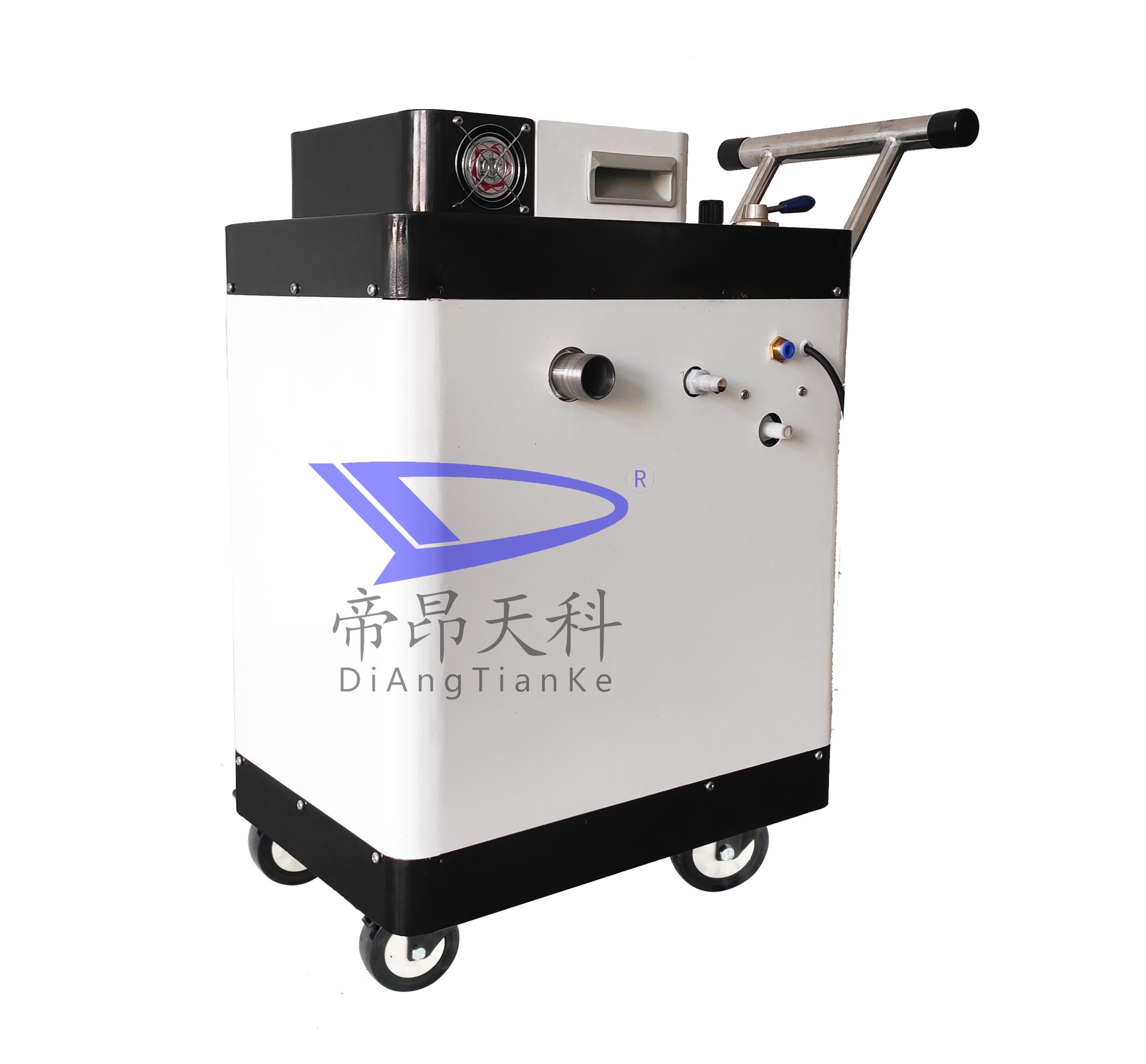
帝昂天科-珠海样式优雅集中供液净化系统生产厂家-切削液集中供液系统设备
- 相关产品:
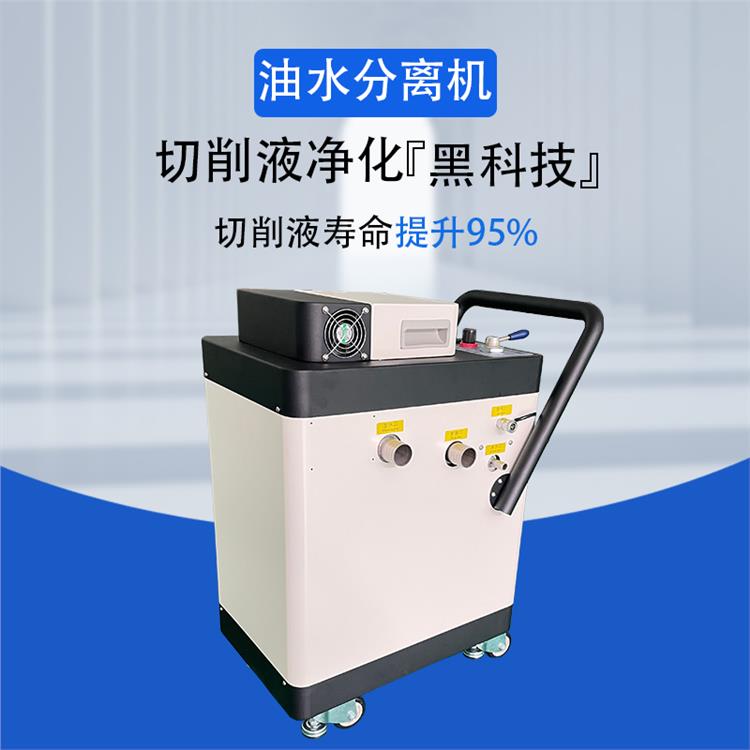
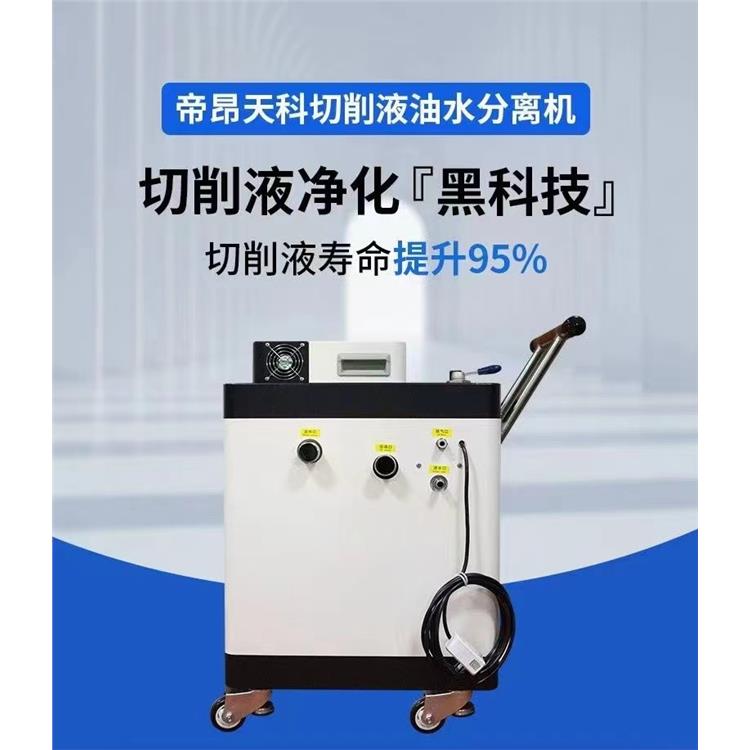
帝昂天科的技术和设备,可以帮助客户从源头减少“废水、废气、废渣”的产生,改善车间的粗放式管理,降低企业处理末端成本,让车间低成本轻松落实清洁生产,实现“节能、降耗、减污、增效”的目的,响应我国节能减排政策。
为了延长乳化液的使用寿命,除了选择合适的质量和合理使用冷却液外,切削液过滤设备的维护也是一个非常重要的因素。切削液维护需要做到以下几点:
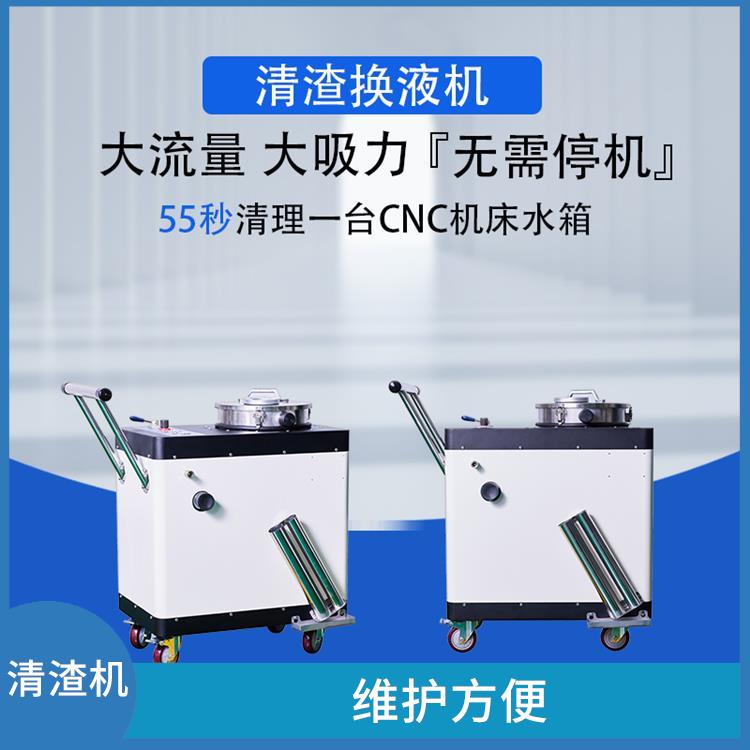
1、液净化应及时切削液中的金属粉末等碎屑和浮油,以的滋生环境。
2、定期检查切削液的PH值,并及时采取相应措施
3、及时添加切削液,由于切削液在循环,使用过程中会因飞溅、雾化、蒸发以及加工材料和切屑的携带而不断消耗,因此需要及时添加新的切削液,以保持系统中循环液的总量不变。
集中供液系统的好处:
1.流量配比浓度准确率达99%
2.缺液自动补给,省时省力
3.无人操作(自动控制)
4.定时回液净化,有效保证切削液品质
5.降低磨损5 ~15%,有效提高加工精度
6.集中净化除油除臭,有效延长切削液寿命20~30%
7.实现PH值、温度在线、浓度检测等,原液有效使用率达到90%以上
采用单机供切削液利用率低,约为50%左右,新配制切削液使用从初始开始,切削液的质量和性能以10%的速度下降,切削液粘度以5~10%的速度提高,当切削液使用到4~5班次(或2~3天)时,切削液质量和性能下降约40~50%,粘度相对应提高,此时,只有通过加水稀释与补液,当8~10班次(5~7天)时,粘度等各项指标升高而不能继续使用,加工速度相对应下降50%以上,工件表面质量等和钼丝的花丝、断丝现象频现,此时,通常只有清洗液箱及更换切削液。经验统计,机床单机供切削液,切削液的利用率约为50%左右。采用户集中供液后切削液利用率达95%以上
切削液集中供液净化系统能提高生产效率,切削液质量长期稳定,保证了切削磨削加工的需要。此外,也降低了诸多的成本,改善车间工作环境,并且从另一角度,减少了污水对环境的污染,变废为宝,降低了污水的排放量,为环保做出了重大贡献。
因型号、配置不同,价格不一,价格详情,以电话沟通为准。






{kind=link}