

- 2025-01-30 18:40 462
- 产品价格:面议
- 发货地址:广东中山东升 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:242621377公司编号:2017423
- 肖强 业务 微信 13824782165
- 进入店铺 在线留言 QQ咨询 在线询价
磨床导轨大修 南通京鼎机床厂磨床维修
- 相关产品:
中山市东升镇来烨机械加工厂在佛山、顺德、中山均设有维修分点,可以及时方便的为您服务,我公司本着“以诚信为本,务实创新,忠诚为用户服务”的原则,为客户生产做贡献,与客户共谋图发展,期待您的信任与合作。
平面磨床加工件粗糙度差度差、有明显振纹的故障原因及排除方法有哪些?
答:平面磨床加工件粗糙度差度差、有明显振纹的故障产生的原因及排除方法如下:
(1)主轴动平衡精度差,应重新调整,进行动平衡检测并修复。
(2)若确认主轴、轴承间隙过大,应重新调整,前轴承间隙为0.008mm,后轴承间隙为0.012mm。
(3)台面润滑油过多或过少,应调整导轨润滑油至适量,以工作台导轨面上有湿润的润滑油但不滴下为宜。
(4)若砂轮衡不合格,做好砂轮衡,必要时作二次衡。
(5)砂轮修整粗细不一致,应重新修整砂轮,使砂轮粗、细适中。
(6)进给量不超过0.02mm,并分粗磨、精磨。
(7)应消除机床振源:台面冲击,工作台齿条、齿轮啮合间隙过小,机床附近有振源等。
平面磨床的主轴和轴瓦的修复方案有几种?
答:磨头的修理是本机床修理的重点,而主轴和轴瓦的修理工作则是修理的主要内容。主轴和轴瓦的修复,视主轴和轴瓦的磨损情况不同,一般可采用以下三种方案:
1)旧轴、旧轴瓦修复后继续使用。只要主轴无严重磨损、裂痕,弯曲、重度等现象,轴瓦无严重磨损、、铅合金析出而呈峰窝状小孔等现象,且有修刮余量情况下即可修复后再用。
2)当主轴无严重磨损,而轴瓦已磨损失效的情况下,可采用修复主轴、配新轴瓦的方法修复。
3)当主轴和轴瓦因过度磨损(修磨量大于0.1mm)以致对其力学性能(如主轴刚度、硬度,油膜的承载能力等)有严重影响时,说明主轴和轴瓦已不能继续使用,此时应更换主轴和轴瓦。
平面磨床磨头落刀产生的原因及排除方法有哪些?
答:磨头落刀即垂直进给时,进刀量时大时小,或突然落刀,造成工件报废甚至设备和人身事故产生的原因及排除方法如下:
(1)滚动螺母丝杠副装配不良或丝杠精度差。应拆机检查滚动螺母体上小轴锁紧是否良好,丝杠润滑是否畅通。落刀严重,应检查丝杠精度,按规定要求修复精度。
(2)滑板底压板、镶条配合间隙过紧或过松。应调整镶条、压板的间隙至合适值。大修时,严格按照工艺修理和装配。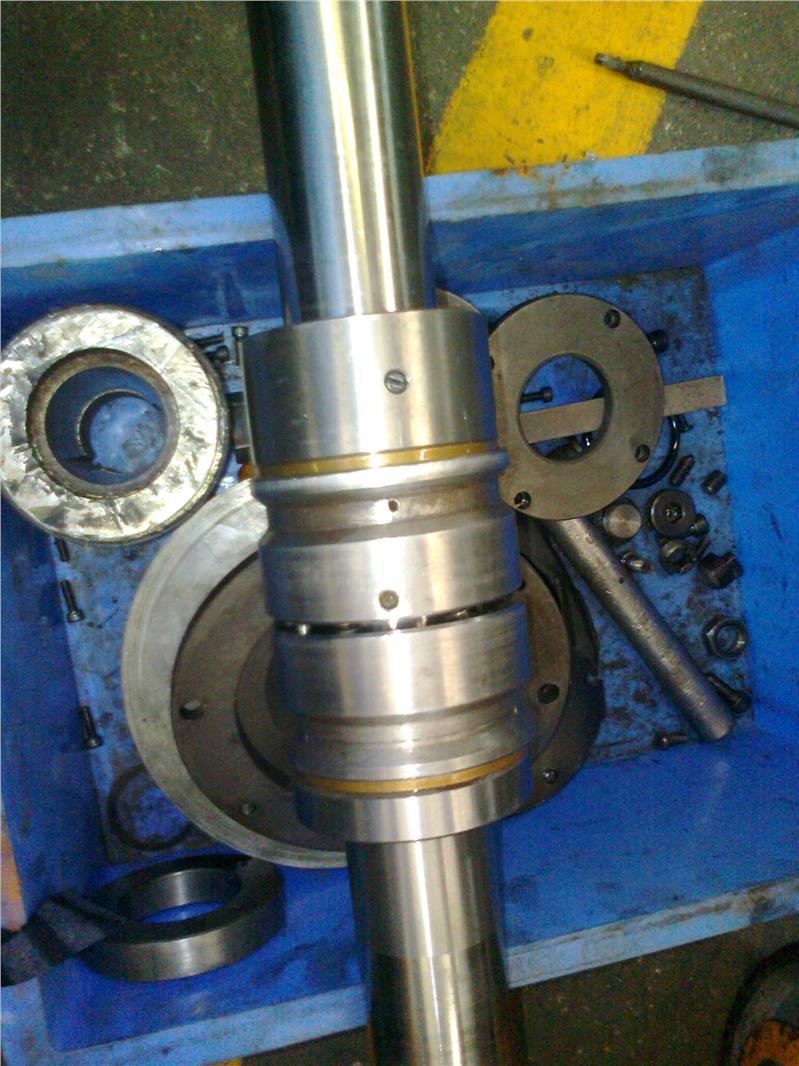
数控强力成型磨床具有哪些特点:
1、横向导轨置于立柱中部两侧。
2、三轴导轨具有的结构性和工艺性,进给灵敏,加工精度高。
3、采用西门子数控系统,对工作台纵向移动、磨头垂直进给、立柱横向进给、连续修整轴和砂轮主轴进行单控制或联动。有线性插补和圆弧插补等补偿功能,能实现自动磨削循环。
4、较高的定位精度和重复定位精度。如采用全闭环控制,定位精度和重复定位精度。
5、多种成形修整技术的应用,台面金刚滚轮修整、金刚笔或金刚碟片通过两轴联动修整、顶置金刚滚轮连续修整,修整成形精度高;
6、纵向可配置高速滚珠丝杠,实现普通平磨的往复式磨削。
7、机床造型新颖;磨削区全封闭属环保型产品
8、贯彻强制性安全标准,采标。
中山市东升镇来烨机械加工厂非标零件加工,高精度,产品均通过ISO质量认证,应用广泛,规格齐全,售,欢迎咨询!





{kind=link}