


- 2024-06-26 14:23 234
- 产品价格:面议
- 发货地址:山东潍坊潍城区 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:235200814公司编号:14582956
- 王振友 经理 微信 18053628930
- 进入店铺 在线留言 QQ咨询 在线询价
济源PZ30生产线 使用方法
- 相关产品:
生产周期:50天切断方式:液压切断是否定制:是总电机功率:27kw电气控制:PLC轧辊数量:14~22道
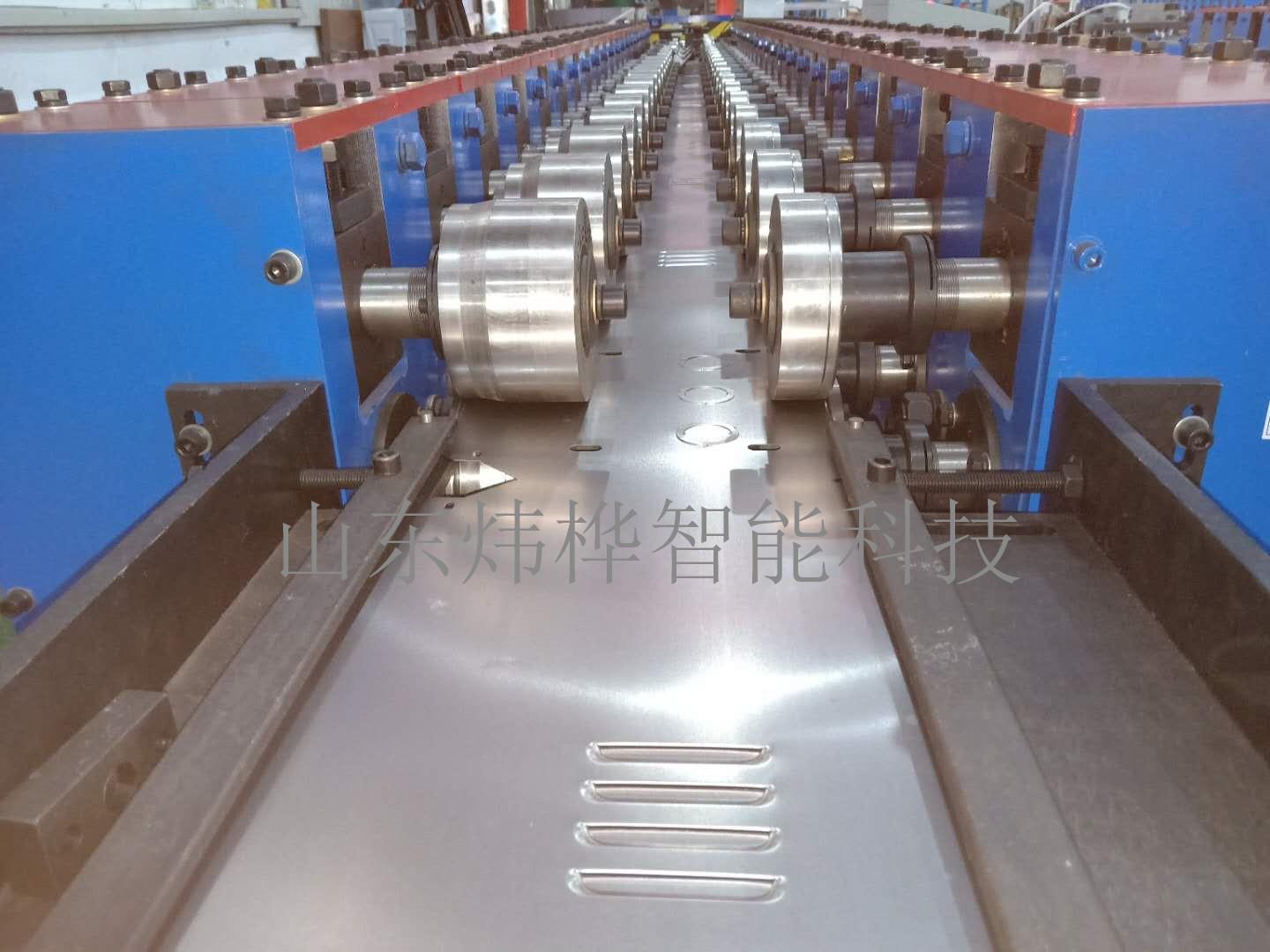
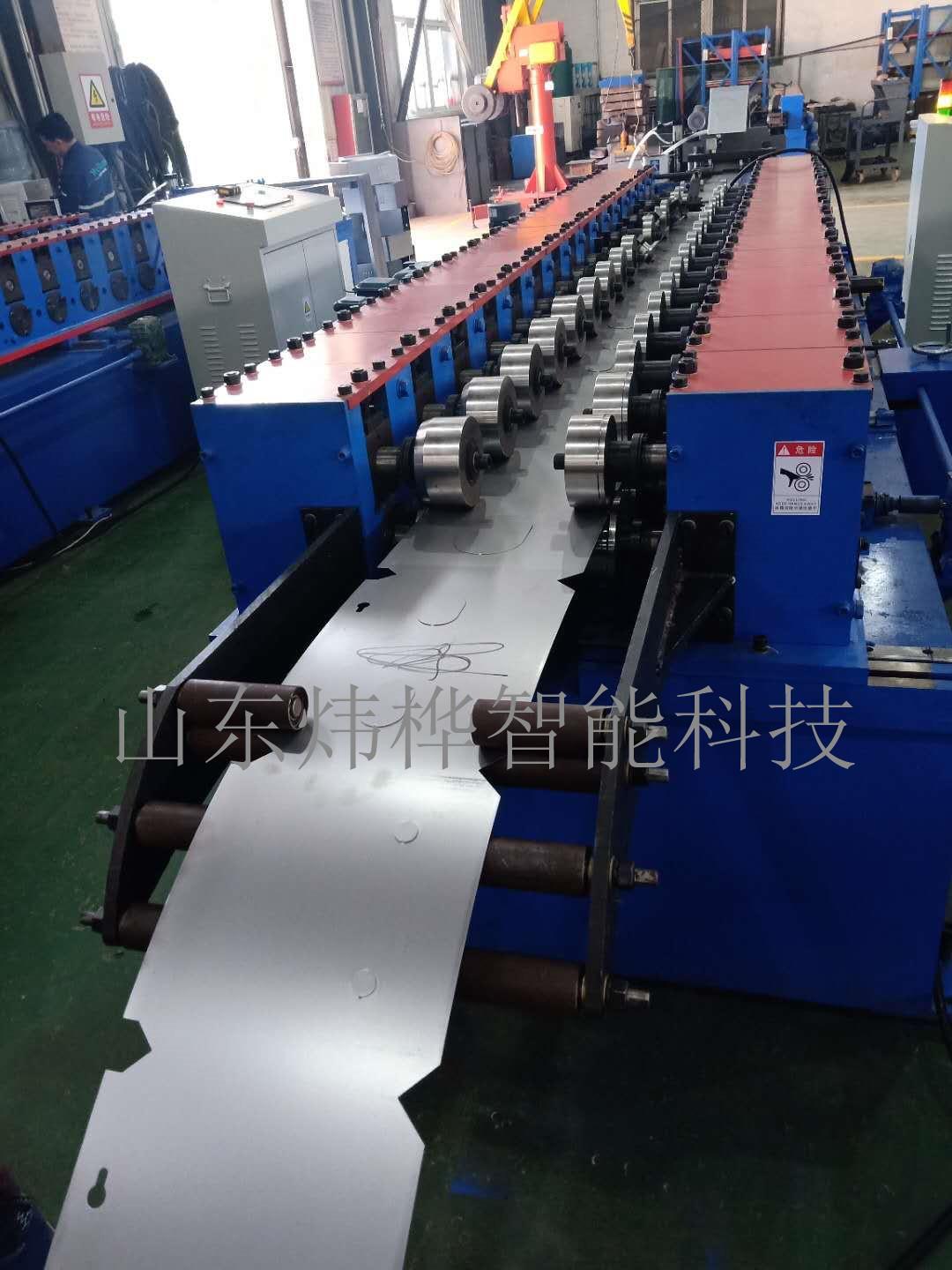
炜桦提供的冷弯成型生产线为定制化设备,可根据客户的不同需求,集成生产所需的众多工艺与系统,如自动换料系统、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统,大大提高了生产效率并降低了生产成本。其生产的冷弯成型生产线设备轧制材料的材质包括冷轧钢带、热轧钢带、酸洗板(钢带)、彩钢板(钢带)、镀锌钢带和不锈钢带等;可以制造处理0.2mm—12mm厚金属板材;型材尺寸精度可以控制在0.2mm以内。电器柜箱体设备工艺流程:
上料(人工) —板料校平—伺服送料液压冲孔—冷弯成型—成型后折弯—液压自动切断—卸料(人工)。
性能特点:
1.双悬臂结构可任意调节板型宽度,调整方便快速,一台设备可生产多种电箱产品,适应性强。龙门式结构通过调整隔套也可实现多种电箱产品的生产,性价比高。
2.伺服送料液压冲孔装置可依据客户需求定制冲头形式和数量,冲孔精度稳定可靠;
3.成型后自动折弯机构可实现不停机折弯,连续工作,配合自动液压切断,操作人员仅需一人卸料即可;
技术参数:
1.生产速度0—4米/min 可调
2.宽度调整范围-600mm
3.轧制厚度:1-2mm
4.折弯处对接缝隙≤1mm
公司主要产品:电器柜箱体冷弯成型线;立体车库边梁冷弯成型线;立体车库波浪板冷弯成型线;车厢板冷弯成型线;车厢底板冷弯成型线;防盗门框、扇冷弯成型线;太阳能光伏支架冷弯成型线;高速公路护栏冷弯成型线;电缆桥架冷弯成型线;电梯导轨冷弯成型线;文件橱柜冷弯成型线;大棚骨架冷弯成型线。

滚压模具(轧辘):16组辊轮成型,均采用Gr12模具钢,HRC达58~60o均采用精密数控机床加工,精度为6~7级,表面粗糙度达0.8 以上,成形尺寸,成形工件表面无划伤。

自动化生产线在生产企业中逐渐占据重要位置,被越来越多的企业采纳运用,不管是根据客户要求设计定制一条全新的流水线还是对之前就有的生产线进行改造,都是一个非常复杂、需要不断研究的过程,牵扯到多方面的因素。

开关柜冷弯生产设备基本参数:
质 保 期:12月免费/服务
售后 :技术团队
设备重量:20T
控制方式:三菱PLC
设备功率:约28KW
切断模具材质:液压切断-Cr12MoV
设备可加工原料规格:SPCC、不锈钢
设备总占地:22×2.5×2(长×宽×高)M
防爆配电箱使用方法
1、根据工作现场的实际照明需要,确定灯具的安装位置和方式,然后按灯具到220V电源接点的距离备好相应长度的三芯电缆线(如采用钢管布线则将三芯电缆线引入钢管至灯具安装处)。
2、先卸下接线腔上的固定螺钉,拔出接线盒的接线部分;从包装盒内取出密封圈和接头(带紧定螺钉),依次套入电缆;然后将三芯电缆线的一端分别接入盒内的标识“L”、“N”和接地处,用压线卡压紧电缆后,并用紧固螺钉固定好,然后拧紧接头,压紧密封圈,并从侧面拧紧紧定螺钉。
3、将第2步的部件旋入钢管,从侧面装上紧定螺钉锁紧,再将灯体沿接线盒的导轨装入,然后拧紧面板上的螺钉。
4、后把三芯电缆线的另一端按防爆配电箱要求接通220V电源。
5、更换灯泡时,先切断电源,然后用内六角扳手卸下壳体上的紧定螺钉,用大螺丝刀或其它工具旋松灯盖6圈,再用手小心将灯盖缓慢卸下,旋下旧灯泡换上新灯泡。








{kind=link}