
- 620
- 产品价格:面议
- 发货地址:河北沧州泊头市 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:233095326公司编号:4520699
- 冯靖贻 经理 微信 15612706965
- 进入店铺 在线留言 QQ咨询 在线询价
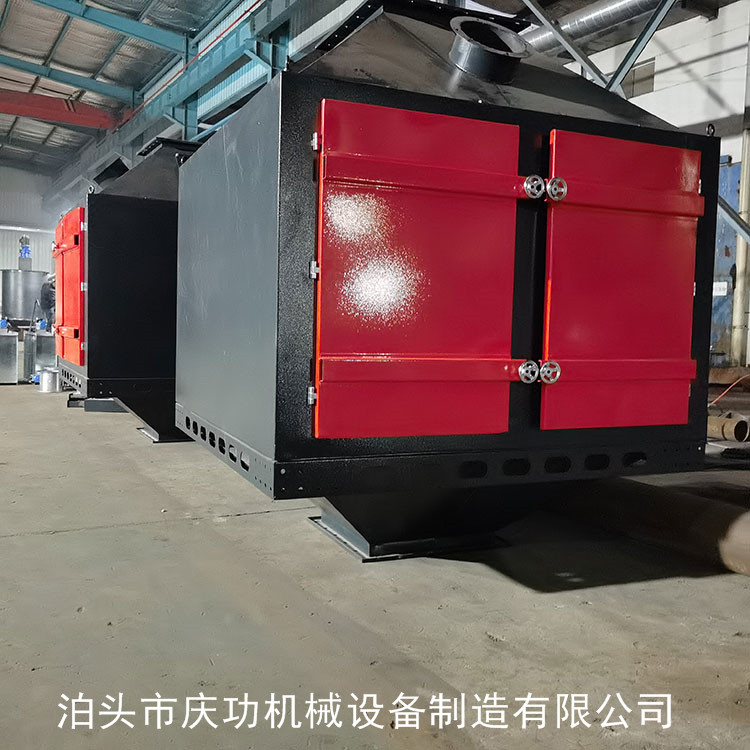
催化燃烧 正康环保设备有限公司 燃烧催化设备生产厂家
- 相关产品:
催化燃烧涉及哪些技术特点?
1、起燃温度低,节省能源有机废气催化燃烧与直接燃烧相比,具有起燃温度低、能耗低的显著特点。催化燃烧达到起燃温度后便无需外界供热。
2、适用范围广催化燃烧几乎可以处理所有的烃类有机废气及恶臭气体。对于有机化工、涂料、绝缘材料等行业排放的低浓度、多成分、无回收价值的废气,采用吸附-催化燃烧法的处理效果更好。
3、该工艺采用吸附-脱附-催化燃烧组合工艺。整个系统实现了净化过程闭环操作,有机物废气净化率一般95%以上,终产物为无害的CO2和H2O(其他原子有机化合物还有其他燃烧产物),且由于燃烧温度低,能大量减少NOX的生成。处理彻底,无二次污染。
4、该系统组合紧凑,充分利用热源,节省设备投资和操作费用。首先在催化燃烧阶段不需要外加热源就可以分解为水和二氧化碳。其次该工艺设备在运行过程中限度地利用了有机废气中有机成分的热值。
催化燃烧设备的优势:
1、操作方便:设备工作时实现自动控制;
2、低能耗:设备启动约20分钟,加热至启动燃烧温度。当有机废气浓度较高时,能耗仅为风机功率;
3、安全可靠:设备设有防火系统、防爆泄压系统、超温报警系统和的自动控制系统;
4、低阻、高净化效率:采用的贵金属钯、铂浸渍蜂窝陶瓷载体催化剂,比表面积大;
5、废热可回用:废热可返回干燥通道,减少原干燥通道的功耗;也可作为其它方面的热源;
6、占地面积小:同行业中同类产品仅占80%,对设备基础无要求;
7、使用寿命长:催化剂一般4年更换一次,载体可再生。
催化燃烧设备采用典型的气固催化反应,其本质是活性氧的深度氧化。在催化净化过程中,催化剂的作用是降低活化能,同时催化剂的表面具有吸附作用,使反应物分子在表面富集,提高反应速度,加快反应过程;有机废气在催化剂的作用下在低温着火条件下进行无焰燃烧,并将其氧化分解为CO2和H2O,同时释放大量热能,实现废气中有害物质的去除。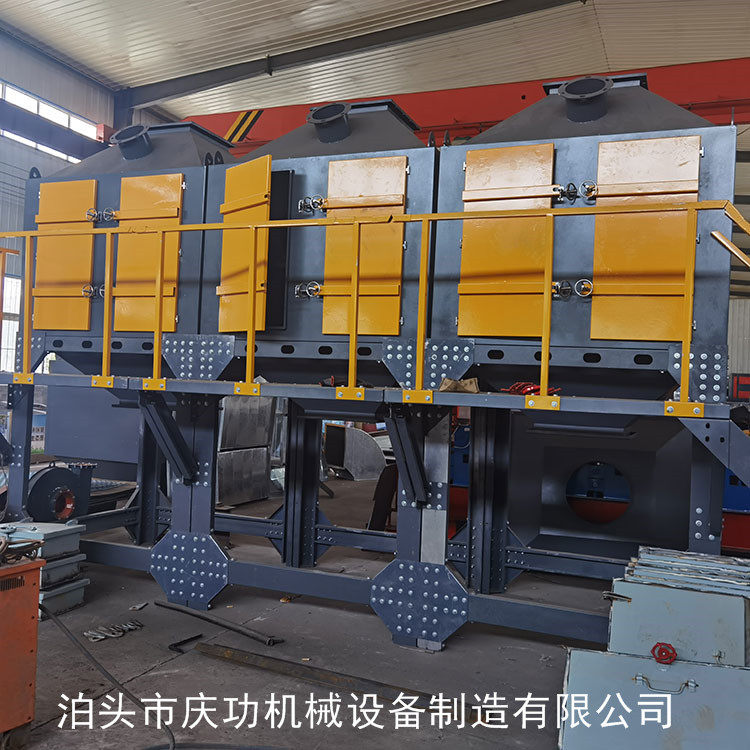
催化燃烧装置系统组成及控制?
1、催化燃烧系统
主要由催化燃烧床(由电加热室、催化室和热交换器组成)、阻火器、温度探测器和相应的电动阀门、保温管道组成。主要功能是利用催化燃烧床中电加热器来加热生产线产生的废气,使其中的有机废气在催化剂的作用下于280-300℃左右转化为CO2和H2O并释放出大量热量。热量通过热交换器对热量再利用。
2、控制系统
主要由PLC电控柜、温度显示仪表、电动阀门执行器及面板模拟流程图等组成,功能是:
控制工作过程中管道中有关阀门的开关。按工艺条件的要求,控制电加热器启动和停止,控制和指示催化床加热温度、反应温度、气流进口温度和气流出口温度。设备运行过程中异常情况的报警和自动停机。与总控制系统互给信号,实现互动连接。
催化燃烧设备优点:
1.实际操作花费低,在工业废气达到一定浓度值时,净化设备中的加热室不需完成加温,节约了费用;
2.不形成二次空气污染物;
3.自动操控、使用管理方法便捷;
4.因为是无火焰焚烧,因此安全系数好,净化效率高达90%以上,非常适宜解决持续排放的气体;
5.对有机废气处理形成的热量做好了再利用,节省耗能;率的热量利用率,热回收效率达95%以上。










{kind=link}