

- 2024-11-25 18:40 222
- 产品价格:面议
- 发货地址:广东中山东升 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:232250788公司编号:2017423
- 肖强 业务 微信 13824782165
- 进入店铺 在线留言 QQ咨询 在线询价
磨床导轨大修 肇庆磨床维修
- 相关产品:
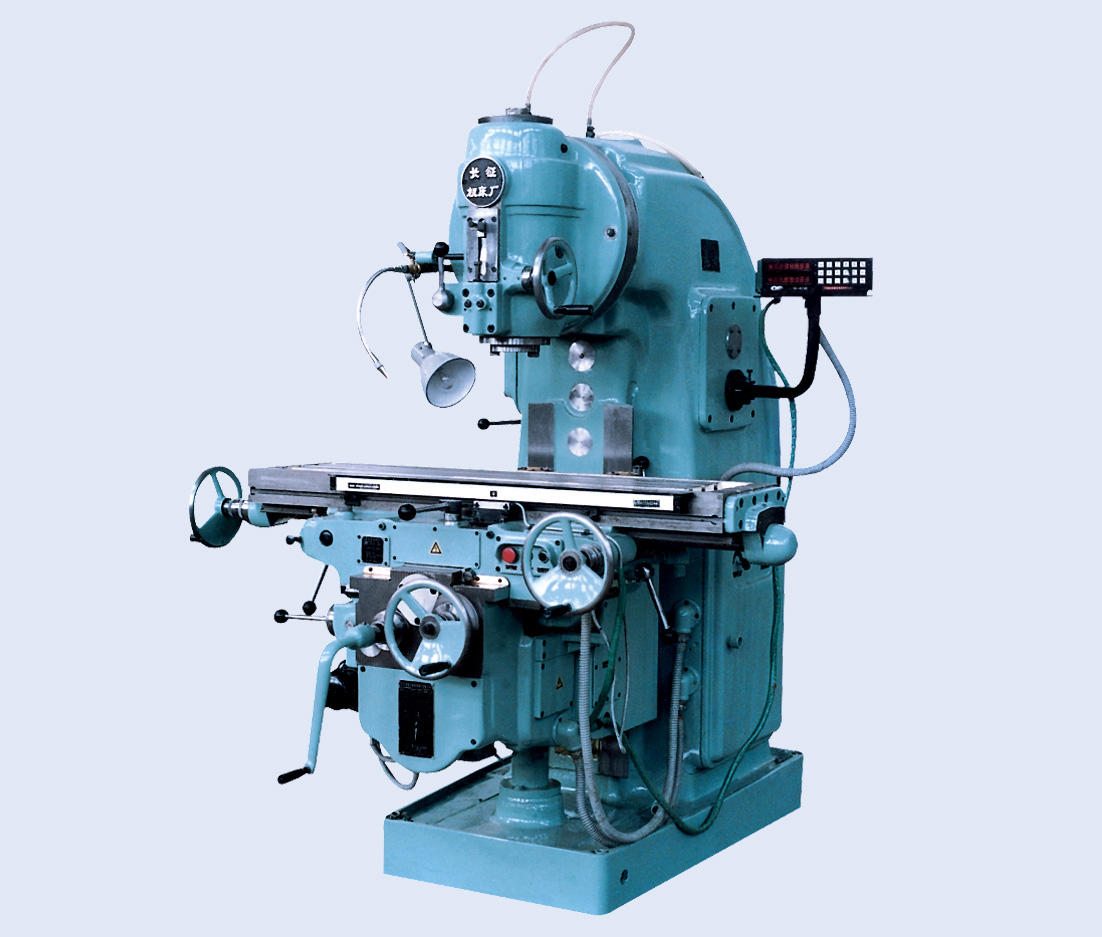
M7163磨床磨削尺寸:630*1250*400mmM7163磨床工作台尺寸:630*1250mmM7163磨床磨头电机:7.5KWM7163磨床砂轮转速:1440r/minM7163磨床外形尺寸:3540*2073*2280mm
中山市东升镇来烨机械加工厂承接对外加工服务,现有设备济南二机3米*1米龙门铣床1台、沈阳中捷TPX6111B/3卧式铣镗床1台、等离子火焰切割机8米*3米1台,沈阳中捷Z3050摇臂钻床1台、长沙机床厂CW6183*3米车床1台,以及其它车床、铣床一批,可随时为客户提供的服务。平面磨床冲水及吸尘装置
吸尘箱过滤网每两周须清洁一次。
冷缺水箱每一个月须清洗一次。

平面磨床磨头落刀产生的原因及排除方法有哪些?
答:磨头落刀即垂直进给时,进刀量时大时小,或突然落刀,造成工件报废甚至设备和人身事故产生的原因及排除方法如下:
(1)滚动螺母丝杠副装配不良或丝杠精度差。应拆机检查滚动螺母体上小轴锁紧是否良好,丝杠润滑是否畅通。落刀严重,应检查丝杠精度,按规定要求修复精度。
(2)滑板底压板、镶条配合间隙过紧或过松。应调整镶条、压板的间隙至合适值。大修时,严格按照工艺修理和装配。

知识—技术—产品的升级周期越来越短,产品批量越来越小,对质量、性能的要求更高,同时社会对环境保护、绿色制造的意识不断加强。
磨床床身导轨咬伤或拉毛的故障原因及排除方法有哪些?
答:磨床床身导轨咬伤或拉毛的故障原因及排除方法如下:
(1)脏物进入导轨面。应清洁润滑油,保持过滤器畅通。
(2)润滑油断绝。供给新鲜润滑油,并保证润滑稳定器工作正常。
(3)导轨油槽太短或位置不当。应开设合适的油槽,油孔基本上在磨头体相应位置,油槽不宜过短。
中山市东升镇来烨机械加工厂完成客户信赖之选.,云工厂聚合800,提供加工服务 , 完成各种机械加工服务。







{kind=link}