

- 2026-04-05 18:40 800
- 产品价格:100.00 元/台 起
- 发货地址:广东中山东升 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:203263316公司编号:2017423
- 肖强 业务 微信 13824782165
- 进入店铺 在线留言 QQ咨询 在线询价
东莞磨床大修 M7180平面磨床维修
- 相关产品:
M7163磨床磨削尺寸:630*1250*400mmM7163磨床工作台尺寸:630*1250mmM7163磨床磨头电机:7.5KWM7163磨床砂轮转速:1440r/minM7163磨床外形尺寸:3540*2073*2280mm
中山市东升镇来烨机械加工厂在佛山、顺德、中山均设有维修分点,可以及时方便的为您服务,我公司本着“以诚信为本,务实创新,忠诚为用户服务”的原则,为客户生产做贡献,与客户共谋图发展,期待您的信任与合作。
床身导轨修复前应做好以下准备工作:
卸下前罩,松开操纵箱与床身之间的紧固螺钉。
松开台面手摇机构、进给机构与床身的联接螺钉,保证上述螺钉松开24h以上,以消除导轨的应力变形。
24h后再紧固全部松开的螺钉;装上操纵箱、前罩,并紧固,使床身导轨处于预载荷状态。然后送磨床修复或进行刮削修复。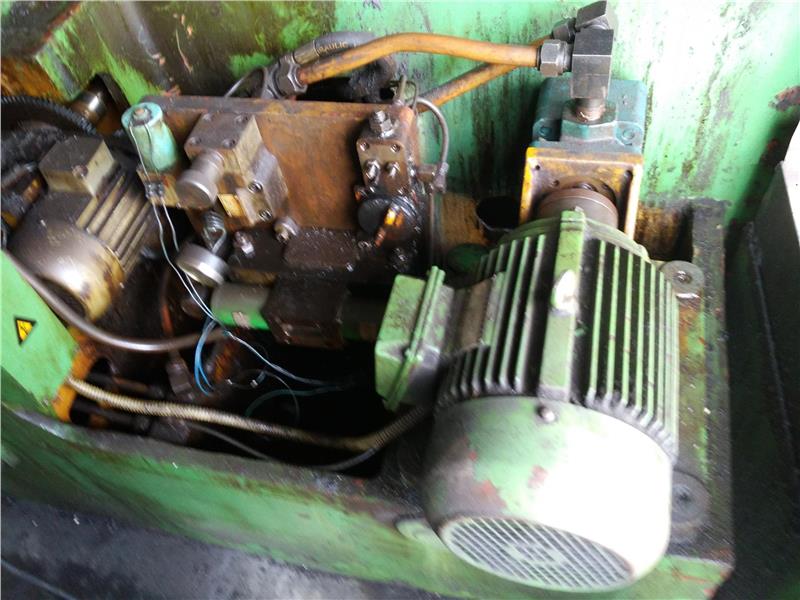
知识—技术—产品的升级周期越来越短,产品批量越来越小,对质量、性能的要求更高,同时社会对环境保护、绿色制造的意识不断加强。
数控强力成型磨床主要用于磨削航空发动机和汽轮机叶片榫齿、机车连杆和柴油机气门摇臂接合齿、汽车转向泵、液压泵和压缩机转子槽、齿条、摆线轮、花键轴及其拉刀、推剪刀片、卡盘卡爪、鼠牙盘、游标卡尺、搓丝板、直线导轨等型面。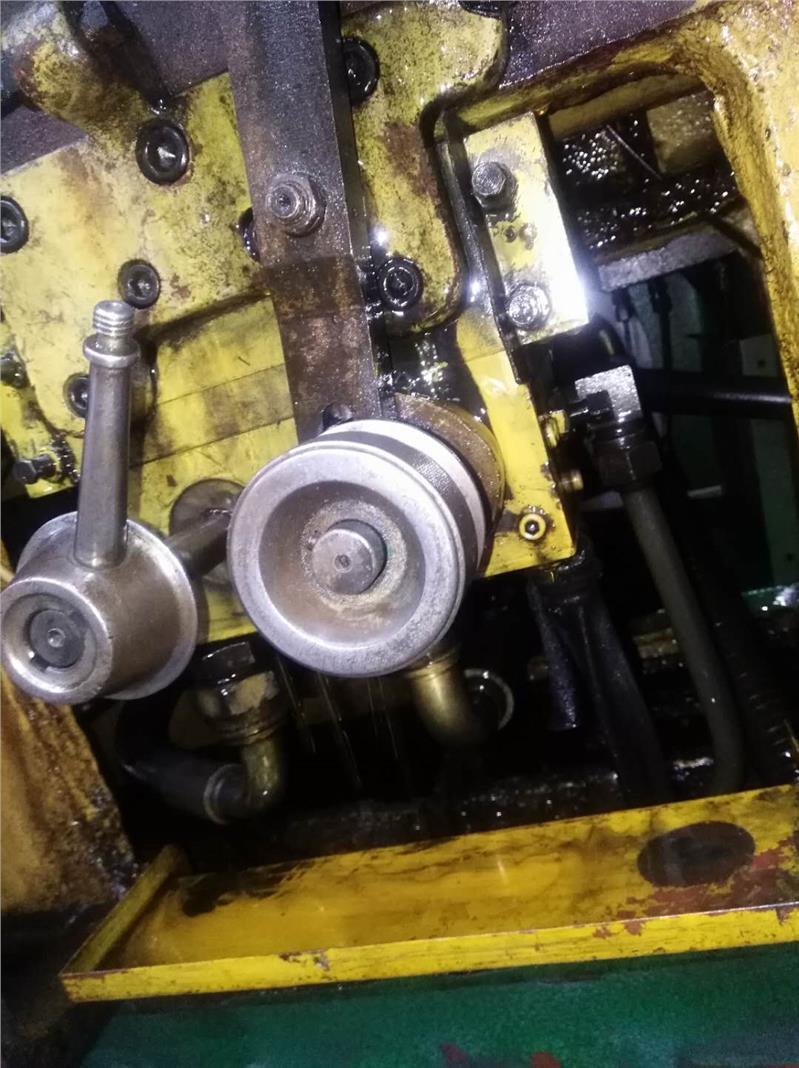
磨床主轴“抱轴”的故障原因及排除方法有哪些?
答:磨床主轴“抱轴”的故障原因及排除方法如下:
(1)主轴与轴承间隙过小。应严格按工艺要求对轴承间隙进行调整。
(2)主轴前后轴承不同轴。装配时要借用定心套,保证前后轴承的同轴度。
(3)主轴润滑油过少。应清洁润滑油及油箱,保证每6个月更换一次,保证轴承有合适的输入油量,避免脏物嵌入轴瓦。
(4)主轴装配不符合要求。应检查重新装配并保证装配时各零件位置的正确性。
中山市东升镇来烨机械加工厂是机械设备的开发、设计、加工、销售于一体的创新型。




{kind=link}