


- 2025-03-18 16:13 2183
- 产品价格:58000.00 元/台 起
- 发货地址:湖北武汉东西湖区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:190830502公司编号:21617295
- 曾华 经理 微信 18120569118
- 进入店铺 在线留言 QQ咨询 在线询价
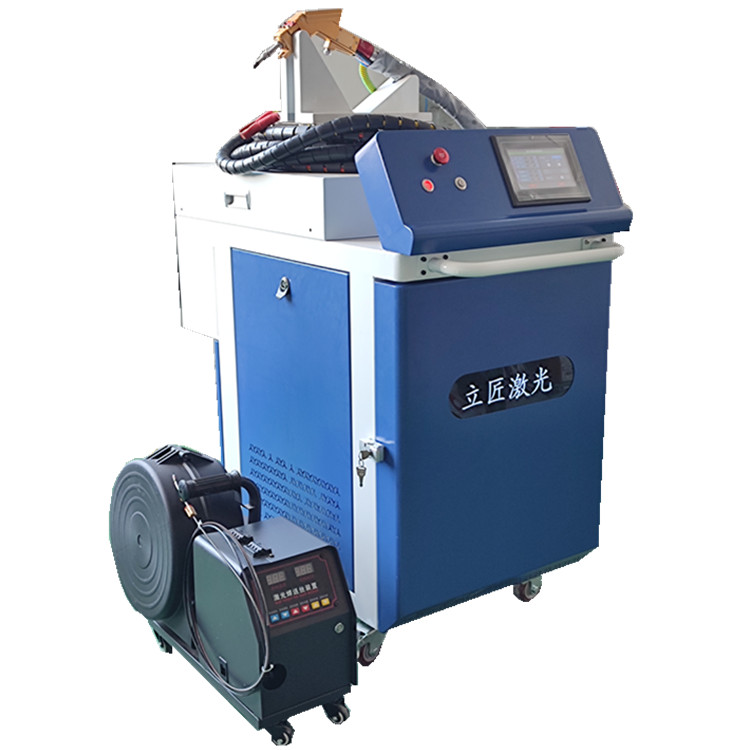
4000W激光焊接机 它是一种新型的焊接方式
- 相关产品:
电子束焊
它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生巨大的热,形成"小孔"效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对焊件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。激光焊则不需 真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。
焊接柔性化技术也是我们着力研究的内容。在未来的研究中,我们将各种光、机、电技术与焊接技术有机结合,以实现焊接的化和柔性化。用微电子技术改造传统焊接工艺装备,是提高焊接自动化水平淡的根本途径。将数控技术配以各类焊接机械设备,以提高其柔性化水平,是我们当前的一个研究方向;另外,焊接机器人与系统的结合,实现自动路径规划、自动校正轨迹、自动控制熔深等功能,是我们研究的重点。
激光焊接机应用领域:
全自动激光焊接机可运用于真空杯,不锈钢碗,传感器,钨丝,大功率二级管,铝合金,笔记本电脑外壳,手机电池,模具,电器配件,滤清器,油嘴,不锈钢成品,高尔夫球头,锌合金工艺品等焊接,焊接轨迹可以为点,直线,圆,方形或由AutoCAD软件绘制的任意平面图形。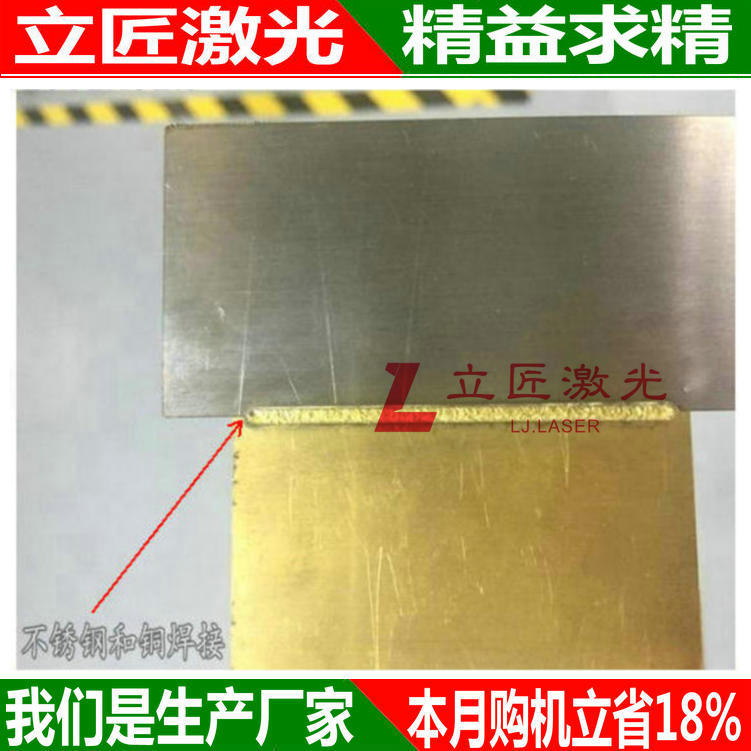
功率密度
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
- 商家产品推荐
- 广州机器人激光焊接机价格 机器人激光焊机 在各行各业已得到了广泛的应用 吉林长春通化国产机器人激光焊接机厂家 激光焊接机器人 具有更高的经济性和竞争力 双工位机器人激光焊接机设计合理 性能可靠 量大从优 激光焊接机器人 **级省电 南京激光熔覆机品牌 激光熔覆焊每平米成本 性能可靠 售后** 刮板输送机中部槽激光熔覆机应用范围 激光融敷机 厂家直销 省心放心 减速机齿轮激光熔覆机生产厂家 激光热处理 价格实惠 量大从优 福建激光熔覆机还田机刀片 激光覆熔机 厂家直销 省心放心 刀刃激光熔覆机应用范围 激光表面合金化 厂家直销 省心放心 成都手持自动送丝手持激光焊接机手拿焊接 手持激光焊 重庆2000W手持手持激光焊接机厂家 手持激光焊









{kind=link}