

- 2024-07-04 23:10 1741
- 产品价格:50000.00 元/个 起
- 发货地址:河南郑州中原区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:182358951公司编号:6482540
- 李工 副总经理 微信 13014530093
- 进入店铺 在线留言 QQ咨询 在线询价
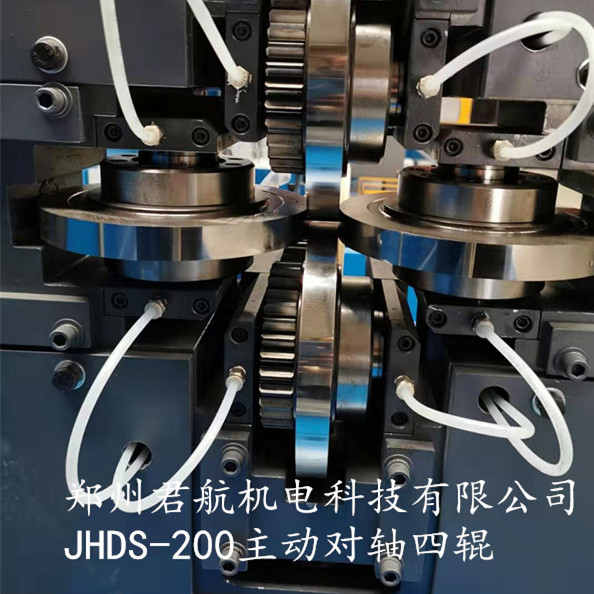
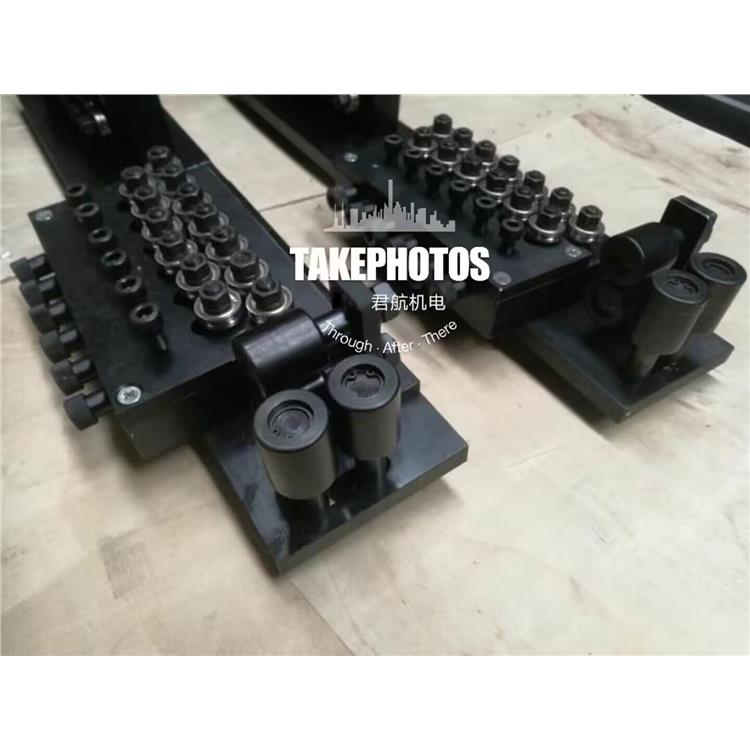
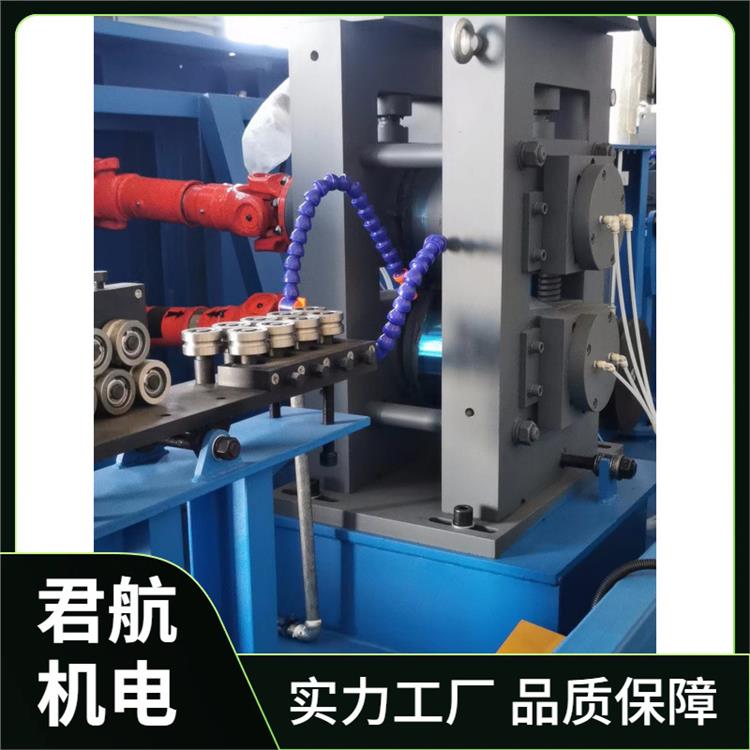
镇江异型丝精密轧机 不锈钢异型精轧拉丝机 精密线材压延设备
- 相关产品:
品牌:君航是否加工:是的种类:二辊轧机、三辊轧机、四辊轧机、六辊轧机轧辊辊套材料:YG8\YG15重量:按工艺设计轧辊直径:75-350功率:3KW-120KW调速方式:汇川变频轧制精度:±0.005mm轧制速度:0-90米/分钟
焦作君航机电科技有限公司位于华夏文明发祥地河南•焦作**产业开发区,公司主要生产:线材精密主动四辊轧机、精密两辊轧机、异型线材轧机、辊模双驱牵引拉拔机、校直机、空芯卷精密绕线机、工字轮精密绕线机、H型钢焊丝放线架等非标线材设备以及线材配件。轧辊轴承的安装与处理
轧辊轴承的储存保管
轴承内外圈组件要用塑料包裹,轴承的包装设计应满足轴承的防潮和防尘要求。为防止内外圈发生椭圆变形,应保持轧辊轴承水平放置,应将轴承储存在原包装箱内,并放在枯燥的场所。在尘埃,湿润环境中,不允许将轴承从包装中移出并放置在托盘上或敞开式货架上。所有的轴承安装部件应该清洁并处于良好状况,应该保持作业台、安装区清洁,不能在焊接区和机械加工设备旁安装轴承部件,防止碎屑和污物进入轴承。
轧辊轴承使用前后的处理
新轧辊运进厂时注意防止磕碰,经过检查及有关部门同意后,使用前对新轧辊编号,按照顺序安装,在头端装上轴承内套和密封端盖等零件。
通用的安装方法:将轴承内套用油或电加热器加热到%~200%,当内套胀大后趁热装到轧辊辊颈上。为了延迟疲劳损伤,防止作业中发生各种故障事端,就应及时查看,恰当保养。形成制度化,**轴承在使用期内,运转良好。

精密轧机常见问题及处理方法:
异常现象:轧机振动、打滑
产生原因:
1、轧机辊系,电机故障
2、摩擦力变化
3、润滑过量
排除方法:
1、检查辊系传动系统、电机系统。
2、检查乳化液浓度、皂化值(杂油含量)
3、检查轧辊表面精糙度
4、控制加工率
5、检查原材料表面状况
异常现象:板面油污、划痕、粘板、粘辊、爆辊
产生原因:
1、润滑不足
2、轧辊局部划伤、起毛或异物进入
3、轧辊疲劳或未预热
4、乳化液温度过高局部发热
5、板型不良,局部应力过大
排除方法:
1、检查乳化液浓度、皂化值、PH值、铁质、灰份含量和温度
2、检查或更换轧辊、排除异物。
3、预热轧辊、定量更换
4、检查乳化液喷嘴,压力
5、控制板型
异常现象:板型不良(中浪)
产生原因:
1、冷却不足
2、辊型设计不佳、串辊不佳
3、轧制力太小
排除方法:
1、检查乳化液温度和冷却效果
2、辊型设计适量减小串辊拉出
3、增加轧制力
异常现象:板型不良(肋浪)
产生原因:
1、冷却不均匀,局部发热
2、辊型设计不佳、串辊不佳
3、轧制力太小、张力太小
排除方法:
1、检查乳化液喷咀、压力等
2、辊型设计适量减小串辊拉出
3、增加轧制力、增加张力
异常现象:板型不良(边浪)
产生原因:
1、辊型设计不佳、串辊不佳
2、轧制力太大,速度太慢
3、冷却过量
排除方法:
1、辊型设计适量加大串辊推进
2、轧制力减小,速度升高
3、检查乳化液温度
异常现象:板型不良(肋浪+边浪)
产生原因:
1、带材跑偏
2、轧辊局部发热
3、压力偏差太大
排除方法:
1、矫正带材中心
2、检查乳化液冷却效果
3、检查轧辊表面或更换轧辊
4、调整压力偏差

精密轧机轴承故障发生的原因
1、装配原因
轴承器械非常精密,装配工作需要非常严谨,如若装配过程疏忽,则有可能导致轴承座或压辊的装配区间发生偏移, 导致滚动圆柱进入轴承座时发生过磨,内滑道受损,运转时产生噪音或振动的情况。同时,装配不良也有可能导致轧机
两侧辊缝高度相差**过正常值,这将导致错辊的情况发生。同时,在装配过程中由于用力大小不一,轴承游隙产生变化, 继而使得轴承平均受力范围不均衡,致使轴承的抗磨系数降低,继而导致轴承故障率攀升,从而影响正常的职能工作效率降低轴承使用寿命。同时,轧机在装配过程中由于承载的压力有一定的限度,**过限度或轧机电流过载等造成的轧机压制压力突变导致的轴承负荷变化,也会导致轧机轴承在运转过程中出现故障。在实际生产过程中,有些企业片面追求生产效益,缺乏对设备装配过程中重要注意点的准确把握, 轴承元件的不契合,会强行轧制,造成轧制变形,这样在轴承实际运作过程中,就会造成局部压力过大导致轴承运转载荷受到冲击,损坏轴承 。
2、润滑系统故障
轧机轴承在运转的过程中需要保证有足够的润滑剂**其润滑,若润滑系统出现故障,造成润滑剂不足,则会导致轴承异响的发生。通常情况下,轧机的润滑系统在正常工作之前,首先要做一次全面的清理和排查,**整个系统的干净、清洁,**轴承中没有粉尘颗粒和其他杂质污物的侵蚀, **轴承运作过程中整个油路的畅通无阻,**润滑系统的正常运行,如做不到这一点,则有可能导致润滑系统的实效, 从而引发轴承故障。
3、人为原因
在轧机轴承故障中,人为因素也不容忽视。有些故障若人力及时清查、谨慎操作,完全可以避免,但却因为操作或排查人员的大意、不谨慎,而造成了轴承或相关联设备元件的故障。其根本原因在于工作人员工作不严谨,在需要认真看护并经常检修的发电设备中未能及时进行维护和保养, 在使用过程中不注意操作规程,对于轧机的具体操作规程了解不详细全面就开始实际操作,因而在实际生产的过程中导致轧机轴承的故障率上升,影响到正常的生产。

精密轧制工艺包括模具制作、棒料加热、精轧成型、精整矫直等工序。与现有的楔横轧粗轧技术相比,节材率提高10%以上,零件的综合机械性能提高5%以上。精密轧制轧出的成品,其公差带比国际标准的高精度公差小1/2左右,轧出的棒材、线材, 不需经过拉拔或切削,就可以直接进行磨削加工由于工序的省略,成材率提高, 从而降低成本因此, 精密轧制钢材的有求量逐年, 尤其对一些合金钢, 其原料成本高, 精密轧制就更具有其意义。
焦作君航机电科技有限公司公司本着质量、拼搏创新、以高起点、高质量的产品。公司本着用户、诚信服务、以高起点、率,坚持以客户为中心,售前做到咨询、合理建议、科学方案,做到质量跟踪、客户档案、维护。








{kind=link}