

- 2024-06-30 16:13 883
- 产品价格:118000.00 元/套 起
- 发货地址:湖北武汉东西湖区 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:174982245公司编号:21617295
- 曾华 经理 微信 18120569118
- 进入店铺 在线留言 QQ咨询 在线询价
发动机缸套激光淬火设备厂家 不需要外部淬火介质
- 相关产品:
用途:激光淬火作用对象:金属电流:交流电压:380V作用原理:连续激光产品别名:激光淬火设备工作频率:5000HZ产地:武汉光纤长度:10M可否定制:可以付款方式:面议加否加工:可以
公司目前的主要产品为:激光熔覆设备,激光淬火设备,激光焊接设备,激光精密切割设备,SMT激光设备,锂电极片成型机等设备,并为客户提供各种规格的非标自动化激光设备,以及现有产线的工业4.0改造和产线对接。激光器的选用要考虑以下几方面内容:
1. 激光器输出好的光束质量,电光转换率,光纤数值孔径,以及模式及模的稳定性。
2. 激光器输出功率稳定性。
3. 激光器应具有高的可靠性,应能满足工业加工环境下的连续工作。
4. 激光器本身应具有良好的维护性,有故障诊断和连锁功能;
5. 操作简单方便。
6. 设备销售厂商的经济和技术能力,可信程度。一定要避免因小失大。
7. 设备易损件补充来源是否有**,供应渠道是否畅通。

双液淬火
工件加热后,先淬入水或其他冷却能力强的介质中冷却至400℃左右,*转入油或其他冷却能力较弱的介质中冷却。变温曲线如图2中曲线2。所谓“水淬油冷”法使用得相当普遍。先淬入冷却能力强的介质,工件快速冷却可避免钢中奥氏体分解。低温段转入冷却能力较弱的介质可有效减少工件的内应力,降低工件变形和开裂倾向。本工艺的关键是如何控制在水中停留的时间。根据经验,按工件厚度计算在水中停留的时间,系数为O.2~O.3s/,碳素钢取上限,合金钢取下限。这种工艺适用于碳素钢制造的中型零件(直径10~40)和低合金钢制造的较大型零件。

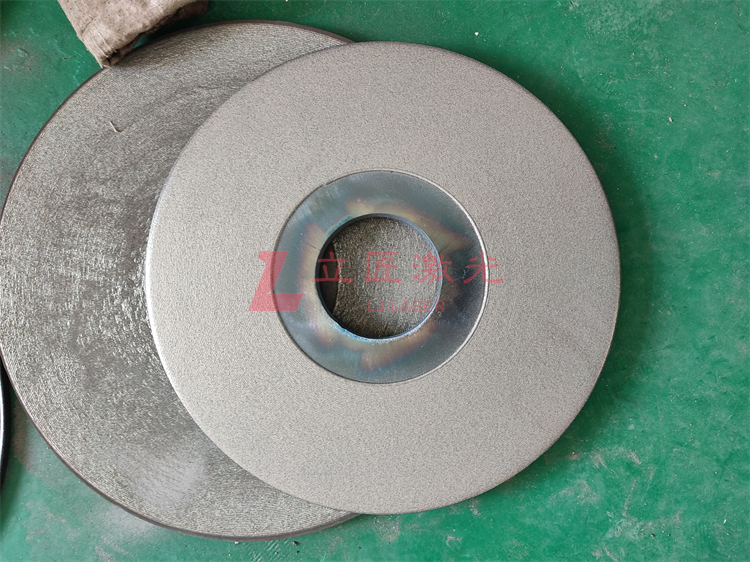
适用材料
激光淬火现已成功地应用到冶金行业、机械行业、石油化工行业中易损件的表面强化,特别是在提高轧辊、导卫、齿轮、剪刃等易损件的使用寿命方面,效果显著,取得了很大的经济效益与社会效益。近年来在模具、齿轮等零部件表面强化方面也得到越来越广泛的应用。

淬火时的快速冷却会使工件内部产生内应力,当其大到一定程度时工件便会发生扭曲变形甚至开裂。为此必须选择合适的冷却方法。根据冷却方法,淬火工艺分为单液淬火、双介质淬火、马氏体分级淬火和贝氏体等温淬火4类。
淬火效果的重要因素,淬火工件硬度要求和检测方法:
淬火工件的硬度影响了淬火的效果。淬火工件一般采用洛氏硬度计,测试HRC硬度。淬火的薄硬钢板和表 面淬火工件可测试HRA的硬度。厚度小于0.8的淬火钢板、浅层表面淬火工件和直径小于5的淬火钢棒,可改用表面洛氏硬度计,测试HRN硬度。在焊接中碳钢和某些合金钢时,热影响区中可能发生淬火现象而变硬,易形成冷裂纹,这是在焊接过程中要设法防止的。
由于淬火后金属硬而脆,产生的表面余应力会造成冷裂纹,回火可作为在不影响硬度的基础上,消除冷裂纹的手段。淬火对厚度、直径较小的零件使用比较合适,对于过大的零件,淬火深度不够,渗碳也存在同样问题,此时应考虑在钢材中加入铬等合金来增加强度。
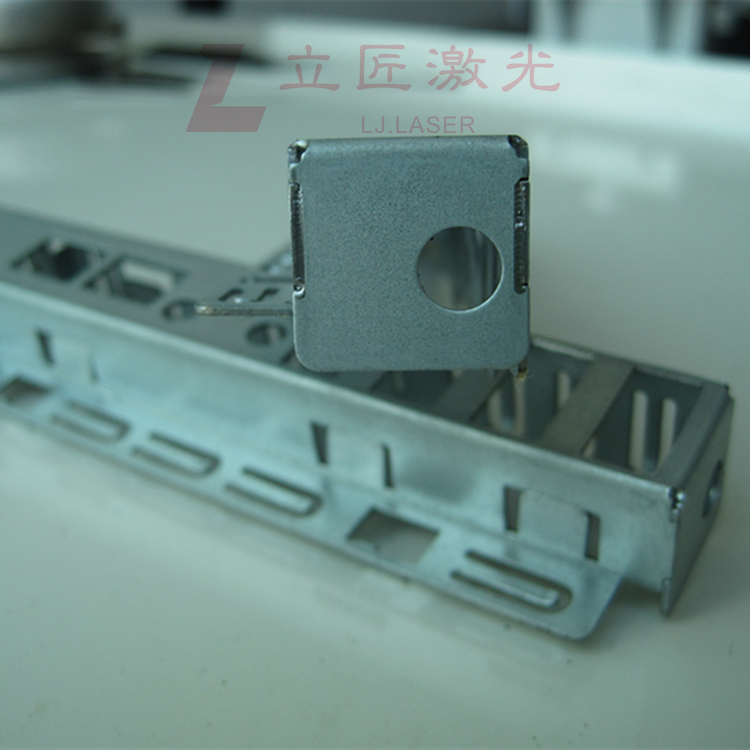
选择立匠激光的理由:
1.自主生产,国内配置,高稳定激光器,高性能振镜,实现产品高速激光焊接。
2.简单的操控系统,易学的控制软件,操作者使用起来得心应手。
3.轻巧的机身,美观的外表,脚底装有万向轮和大脚杯,搬动起来轻松灵活。
4.立匠激光焊接机运行几乎零成本,零耗材,更环保,更简单。
- 商家产品推荐
- 广州机器人激光焊接机价格 机器人激光焊机 在各行各业已得到了广泛的应用 吉林长春通化国产机器人激光焊接机厂家 激光焊接机器人 具有更高的经济性和竞争力 双工位机器人激光焊接机设计合理 性能可靠 量大从优 激光焊接机器人 **级省电 南京激光熔覆机品牌 激光熔覆焊每平米成本 性能可靠 售后** 刮板输送机中部槽激光熔覆机应用范围 激光融敷机 厂家直销 省心放心 减速机齿轮激光熔覆机生产厂家 激光热处理 价格实惠 量大从优 福建激光熔覆机还田机刀片 激光覆熔机 厂家直销 省心放心 刀刃激光熔覆机应用范围 激光表面合金化 厂家直销 省心放心 成都手持自动送丝手持激光焊接机手拿焊接 手持激光焊 重庆2000W手持手持激光焊接机厂家 手持激光焊








{kind=link}