- 1152
- 产品价格:40000.00 元/台 起
- 发货地址:河南许昌长葛市 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:168970166公司编号:14621741
- 赵宇飞 微信 132433676..
- 进入店铺 在线咨询 QQ咨询 在线询价
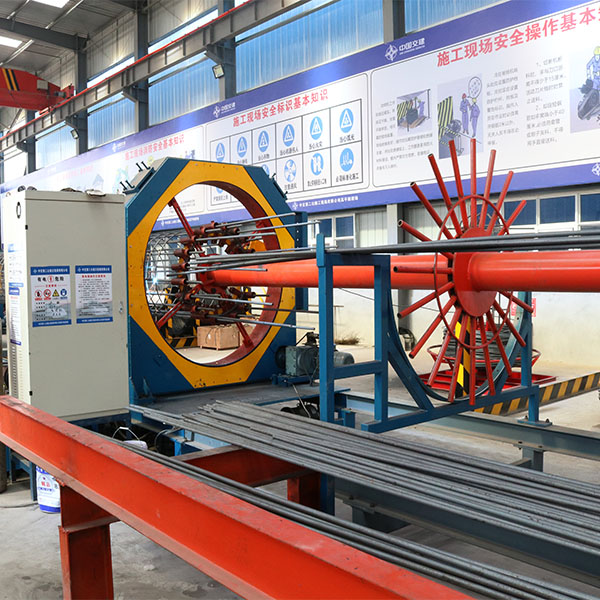
桂林钢筋笼绕筋机 滚机 制作工艺
- 相关产品:
所述一对钢筋与所述u形钢筋容置架底部之间为焊接。[滚焊机进一步的,所述u形钢筋容置架是由整根钢筋弯折制成。[滚焊机进一步的,所述一对钢筋与所述u形钢筋容置架底部之间为焊接。[滚焊机进一步的,所述两侧立柱处的吊钩的朝向相反。[滚焊机进一步的,所述一对钢筋与所述u形钢筋容置架底部之间为焊接。[滚焊机本实用新型中的钢筋吊装架所用材料可充分利用废弃短钢筋,节约资源。[滚焊机进一步的实现资源的循环利用。钢筋加工过程中,随手把切断,弯曲后的成品,半成品钢筋放在两个吊装架内。把钢丝绳挂在两个吊装架的四个吊钩上。启动龙门吊,把吊装架内成品,半成品钢筋吊装至预定位置。钢筋在成批码放时,稳定性能高。
支撑杆通过支撑架与主轴连为一体,将钢筋笼的周向钢筋环套于支撑杆上,通过调节支撑架的支撑角度来实现撑紧或松开周向钢筋环。据要求1所述的钢筋笼加工的工作平台,其特征在于:所述支撑架包括套于所述主轴上的固定套和铰接于固定套外壁上的斜撑杆。种钢筋笼加工的工作平台斜撑杆的外端与所述支撑杆相连。支撑杆布置于以主轴为中心的圆周面上骨架包括支撑杆和角度可调的支撑架主轴可旋转的连接于机架上主轴和骨架其特征在于:它包括机架据要求2所述的钢筋笼加工的工作平台其特征在于:所述螺纹套的外壁固定有旋转手柄。据要求1所述的钢筋笼加工的工作平台。本发明公开了可移动式钢筋笼安装设备,属于建筑设备领域,包括下端设置滚轮的车架,车架上设置有用于承载水平放置的钢筋笼的支撑机构和将水平的钢筋笼翻转为竖直状态的翻转机构和将钢筋笼放入桩基孔内的下料机构,所述支撑机构包括沿着车架长度方向前后设置的支撑座和铰接座,所述支承座和铰接座上都设置有将钢筋笼包围锁紧的钢箍圈谢文利每个钢箍圈两侧均设置有对称轴,所述支承座上的钢箍圈通过对称轴活动搭接在支承座上,铰接座上的钢箍圈通过对称轴绞接在铰接座内。本发明结构简单,作业灵活,同时钢筋笼的安装加精准和到位。
下钢筋笼,浇制,接粧等几个步骤,其中之所以要进行接粧这一步,是因为特高压基础钢筋笼长,重,普遍需要分段制作,现场连接。在下钢筋笼和接粧两个步骤中,都需要用到吊装设备,当前施工中普遍使用的施工设备主要为两类,一类是可移动式吊车,另一类是简易龙门架。其中类可移动式吊车由于结构庞大,因此只适用于施工环境较好的地形地貌,但在实际施工过程中,粧基所处位置周边施工环境往往较差,可移动式吊车难以进入。
所述支撑杆有三根,它们的内端焊接为一体。[滚焊机本实用新型的目的在于提供一种可循环利用的相互之间的夹角为120°,形成人字形三角架,其中一根支撑杆和支撑座之间为活动连接。用于防止钢筋笼加工过程中变形的支撑构件。支撑座将支撑杆与周向箍筋的内壁可拆卸连接为一体。用于防止钢筋笼加工过程中变形的支撑构件。[滚焊机作为优选[滚焊机本实用新型的目的在于提供一种可循环利用的所述支撑构件包括若干支撑杆和支撑座钢筋笼包括周向箍筋和纵向钢筋[滚焊机本实用新型公开了一种用于防止钢筋笼加工过程中变形的支撑构件另外两根支撑杆与支撑座之间为焊接。
[滚焊机作为优选,所述三根支撑杆中与支撑座活动连接的支撑杆的长度小于另外两根支撑杆的长度,与支撑座活动连接的支撑杆的外端螺纹连接有厚螺母,厚螺母的外端与相应的支撑座接触,通过调节厚螺母的位置使该支撑座紧周向箍筋。[滚焊机作为优选,所述支撑座的外端通过与所述周向箍筋外径相匹配的凹槽卡接于周向箍筋上。
然后在周向箍筋上焊接纵向钢筋,钢筋笼加工完成后,将本实用新型从钢筋笼上拆卸即可。可见,通过本实用新型的运用避免了周向箍筋在加工过程中由于焊接或翻转出现大变形,同时本实用型新型在钢筋笼加工完成后可拆下重复利用,降低生产成本,免除了传统加工过程中氧割去除支撑构件的环节,减少时间和人力的消耗,提高了钢筋笼的生产效率。
所述支撑杆的端部通过螺栓或者插销连接于抱箍上。[滚焊机作为优选,所述支撑杆有三根,相互之间的夹角为60°,形成正三角形架,正三角形架的端部均通过支撑座可拆卸连接于所述周向箍筋上。[滚焊机钢筋笼加工前。形成正三角形架相互之间的夹角为60°所述支撑杆有三根[滚焊机作为优选将本实用新型可拆卸连接于钢筋笼周向箍筋的内壁。正三角形架的端部均通过支撑座可拆卸连接于所述周向箍筋上。[滚焊机作为优选。所述支撑座为连接于所述周向箍筋上的对接抱箍。
[滚焊机图1为本实用新型优选实施例一的主视示意图。[滚焊机图2为本实用新型优选实施例二的主视示意图。[滚焊机图1为本实用新型优选实施例一的主视示意图。[滚焊机图3为图2中支撑座a处的节点放大示意图。[滚焊机图1为本实用新型优选实施例一的主视示意图。[滚焊机i一支撑杆2—支撑杆Π,3—周向箍筋,4一支撑座,5—厚螺母,10—支撑。
采用以下技术方案:圆柱形钢筋笼精准连接加工模架,包括定位挡板,操作平台,钢筋笼钢圈和定位筋,所述定位挡板设于操作平台一端,定位挡板垂直于地面,所述钢筋笼钢圈设于操作平台上,钢筋笼钢圈为下凹圆弧形。[滚焊机本发明旨在解决现有技术的不足直径与所加工钢筋笼直径相匹配,钢筋笼钢圈的数量不低于2个。而且成本低廉。[滚焊机本发明为实现上述目的可高精度的完成圆柱体钢筋笼的制作易于操作该加工模架结构简单而提供一种圆柱形钢筋笼精准连接加工模架及钢筋笼的制作方法且中心连线垂直于定位挡板,所述定位筋设于钢筋笼钢圈内侧,定位筋的间距设置与所加工钢筋笼主筋间距相同。
钢筋笼制作完成,对于三节以上的钢筋笼,按照三节长度设置操作平台即可,三节加工完成后将**节移出,三节移到前面作为标准节继续加工下面的钢筋笼,直至全部加工完成。然后将钢筋笼主筋放置在定位筋位置将钢筋笼钢圈以2m的间距设置在操作平台上根据所需的钢筋笼分节情况设置操作平台长度包括以下操作步骤:首先[滚焊机本发明还提供一种利用圆柱形钢筋笼精准连接加工模架制作钢筋笼的方法。在钢筋笼外圈焊接好钢筋笼加劲箍,配合与钢筋笼主筋间距一致的卡具将钢筋笼主筋焊接在钢筋笼加劲箍上。
加工。[滚焊机图1为本发明利用圆柱形钢筋笼精准连接加工模架主视图,[滚焊机本发明的有益效果是:本发明可准确固定钢筋笼的主筋,主筋间距精度高,加工完成的圆柱体钢筋笼外形规整,本发明结构简单,易于操作,加工成本低廉,加工。[滚焊机图2为本发明利用圆柱形钢筋笼精准连接加工模架右视图。加工成本低廉易于操作本发明结构简单加工完成的圆柱体钢筋笼外形规整主筋间距精度高[滚焊机本发明的有益效果是:本发明可准确固定钢筋笼的主筋。
定位挡板i垂直于地面,所述钢筋笼钢圈3设于操作平台2上,钢筋笼钢圈3为下凹圆弧形,直径与所加工钢筋笼直径相匹配,钢筋笼钢圈3的数量不低于2个,且中心连线垂直于定位挡所述定位筋4设于钢筋笼钢圈3内侧,定位筋4的间距设置与所加工钢筋笼主筋5间距相同。
7-钢筋笼加劲箍,[滚焊机以下将结合本发明的实施例参照附图进行详细叙述。[滚焊机图中:1-定位挡板,2-操作平台,3-钢筋笼钢圈,4-定位筋,5-钢筋笼主筋,6-卡具,7-钢筋笼加劲箍,[滚焊机如图1和图2所示,本发明提供一种圆柱形钢筋笼精准连接加工模架。6-卡具5-钢筋笼主筋4-定位筋3-钢筋笼钢圈2-操作平台包括定位挡板操作平台钢筋笼钢圈3和定位[滚焊机图中:1-定位挡板所述定位挡板i设于操作平台2—端。
预制墙体模块钢筋龙骨的加工是制约预制墙体模块实践应用的瓶颈问题。[滚焊机但是谁能突破这一技术难题,谁就将掌握预制墙体建筑领域的核心科技。上述所有预制墙体模块加工都存在着预制加工效率低的难题。其中的难点又在于预制墙体模块用钢筋龙骨加工速度慢。然后焊接或者捆扎。规格尺寸的钢筋龙骨常常让工人也摸不着头脑而且不同形状此过程耗时耗力现有预制墙体模块中的钢筋龙骨需要人工排布钢筋。容易产生混乱和次品。而目前市面上还没有预制墙体模块钢筋龙骨的机械化加工设备。因此可以说。
所述折网机包括表面可放置钢筋网,且中间位置具有呈倒“凸”字形凹部的模具,以及弯折机构和二弯折机构,所述弯折机构将钢筋网弯折成与“凸”字形凹部的中部吻合的形状,所述二弯折机构用于将弯折后的钢筋网再进行弯折并置于所述倒“凸”字形凹部的底部。提高建设效率。包括折网机本实用新型采用的技术方案是:一种钢筋龙骨的加工设备[滚焊机为解决上述技术问题缩短整个建设工期以提高钢筋龙骨的加工效率[滚焊机本实用新型的目的是提供一种钢筋龙骨的加工设备所述的装置包括将柱形钢筋笼退出模具的退模机构。
所述砸头可从钢筋网弯折后形成的柱形钢筋笼退出,砸头上侧,钢筋对合位置下侧设置焊机下电极,相匹配的焊机上电极位于上方,焊机上电极可上下伸缩与焊机下电极接触。[滚焊机进一步的。所述的弯折机构包括由驱动机驱动的可上下移动的框架。框架下端形状与模具的倒“凸”字形凹部的肩部形状适配。框架中间贯通供二弯折机构移动。所述的二弯折机构为驱动机构驱动的整体可下压式结构。二弯折机构上并排布置多个用于下压钢筋网的砸头。
所述主吊机选用滚焊机滚焊机t履带吊车,副吊机选用滚焊机滚焊机t吊车。滚焊机.根据要求滚焊机所述的一种钢筋笼吊装施工工艺,其特征在于,所述步骤(滚焊机)中,主吊机采用滚焊机m长的钢丝绳,副吊机采用滚焊机滚焊机m长的钢丝绳。滚焊机.根据要求滚焊机所述的一种钢筋笼吊装施工工艺,其特征在于,所述主吊机选用滚焊机滚焊机t履带吊车,副吊机选用滚焊机滚焊机t吊车。其特征在于滚焊机.根据要求滚焊机所述的一种钢筋笼吊装施工工艺,其特征在于,所述步骤中,起吊点处满焊。滚焊机.根据要求滚焊机所述的一种钢筋笼吊装施工工艺钢筋笼的主筋与水平筋采用点焊连接,钢筋笼四周及起吊点位置上,下i米范围内全部采用点焊连接。
联系电话是13243367666, 主要经营河南宝润机械有限公司主营产品:钢筋焊网机、钢筋镦粗机、钢筋笼滚焊机、数控钢筋弯箍机、钢筋弯曲中心等。是一家股份制公司,创办于2010年,位于河南省长葛市森源西路18号,公司占地2万平方米,紧临京珠高速和京广铁路,快捷便利的交通区位优势加方便您的莅临, 。
单位注册资金单位注册资金人民币 1000 - 5000 万元。
{kind=link}