- 1272
- 产品价格:10.00 元/套 起
- 发货地址:广东深圳宝安区 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:164997781公司编号:15066636
- 刘先生 微信 136626341..
- 进入店铺 在线咨询 在线询价
深圳车铣复合价格 深孔钻加工 欢迎在线咨询
- 相关产品:
深圳车铣复合价格
车铣复合加工一次搞定
1、零件的结构及设计要求
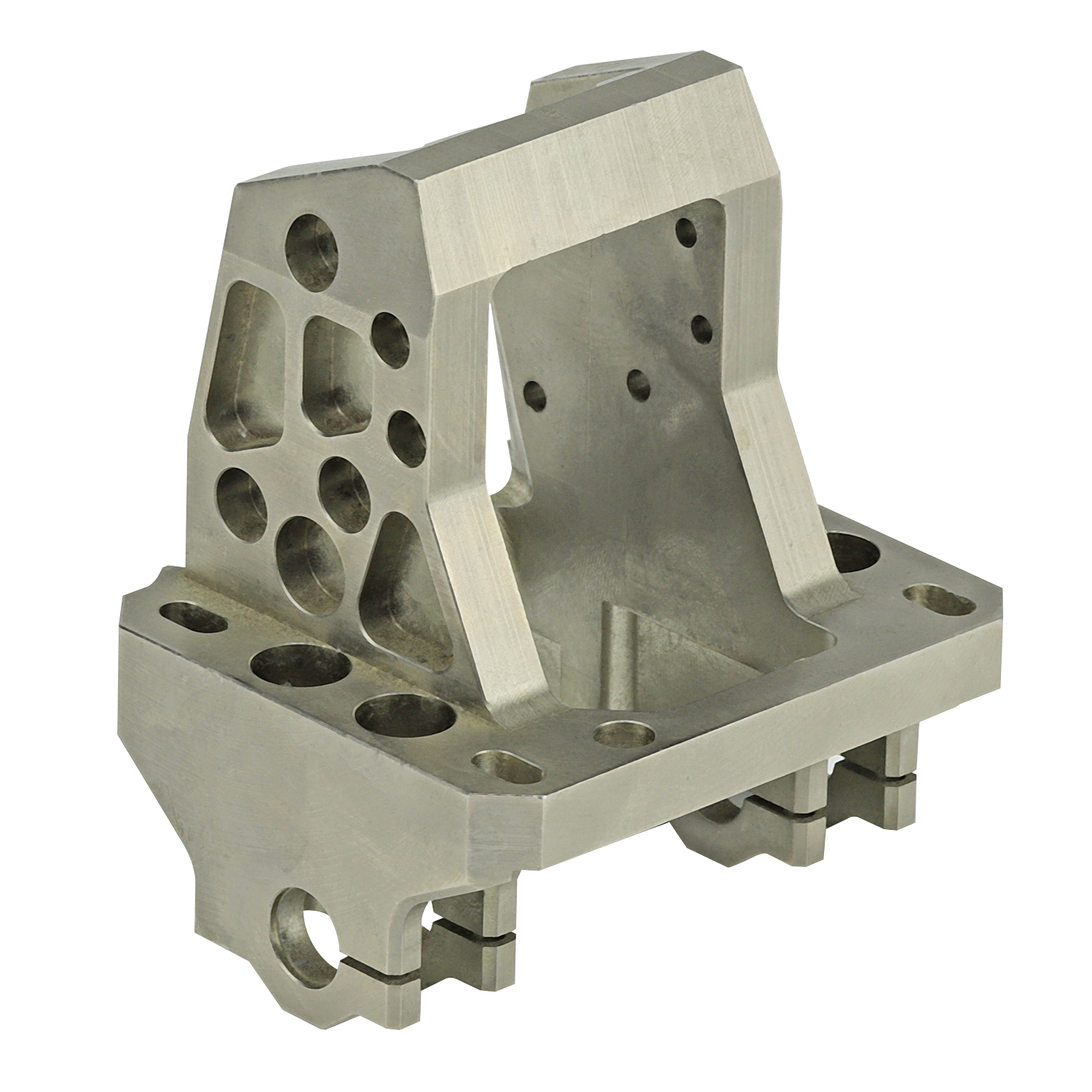
液冷系列密封块结构见图1所示,材质有铝合金,不锈钢两种,密封块是整套产品中核心部件,尺寸精细、结构紧凑,几乎所有尺寸都是与其它工件配合尺寸,标星及加G尺寸尤为关键,不允许超差。(尺寸公差几乎都是0.03以内,关键件隐去公差)
这样加工异形件问题太多,车铣复合加工一次搞定
图 1 液冷系列密封块结构图
2、原装夹、工艺方案分析
鉴于零件结构特征,初工艺方案采取加长尾部30,作为4轴加工中心(立式、A轴转头)装夹部位,四轴加工中心加工3处曲面,后数控车装夹2.02环槽,车掉加长部位,平面保总长,工艺安排如表1所示。
这样加工异形件问题太多,车铣复合加工一次搞定
表 1 改进前工艺路线
3、原工艺方案问题分析
经实际加工验证,原来的工艺方案存在以下几点不足:
◆四轴加工中心加工曲面时,因装夹误差及A轴自身误差造成的工件圆跳动无法避免。装夹工件时,要求每件活都用百分表找正圆跳动,跳动控制在0.02以内,但由于工件在切削过程中受力及装夹本身存在的误差,会造成铣伤外形或相关尺寸超差,经常出现3个曲面尺寸不一致。
这样加工异形件问题太多,车铣复合加工一次搞定
图2
◆后一道工序平端面时,因加持部位较小,稳定性差,平面后台阶厚度不一致,造成端面平面度尺寸超差。
◆加工效率低。后面两道工序每次加工时,装夹、找正的时间远远多于产品加工时间,因加工不稳定,无论是工人还是检验员都要花费大量时间测量尺寸、挑选不合格品,造成加工效率极低。
◆因材料加长的长度都超过工件本身的长度,造成原材料极大浪费。
车铣加工模块支持对铣车机床上的任何常用车削策略进行编程。功能范围还包括特殊策略,例如在第三轴上使用旋转头进行粗加工和精加工的 3 轴联动车削。所有车削策略均可与高效的铣削策略组合,从而确保从一个用户界面进行使用,享受更高的灵活性和效率。
车铣复合加工中心除可同时进行车削所有功能外,还可以进行动力刀径向加工、钻孔、攻牙、端面切槽、侧面切槽、侧面铣削、角度钻孔、曲线铣削等等。可以由一台机床完成一个零件的所有加工步骤,实现了一次装卡完成全部或者大部分加工工序,能够显著提高生产效率。
车铣复合加工技术的发展,对其相应的数控编程提出了更高的要求,而这也是制约车铣复合加工中心设备在实际生产应用中的重要因素。
目前通用CAM 软件编写完成后的NC 程序之间是相互独立的,要实现车铣复合这样复杂的自动化完整加工,需要对这些各自独立的加工程序进行集成和整合,难度非常大,对工艺人员的要求非常之高。
同步加工可通过第三轴上的旋转头进一步提升机床的铣车效率。通过在车削期间同步调整进刀角度,可在一个操作中加工复杂的工件几何形状。两个联动粗加工和精加工的特殊策略使编程更为简单可靠。此处,可使用同步线控制第三轴的运动。将在同步线之间自动计算第三轴的同步运动。
深圳市恒泰机电有限公司拥有一批实践经验丰富的技术与品质管理人员,用专业的技术与优质的服务满足客户需求。我们抱以真挚、诚恳的邀请贵公司来本公司参观指导,以谋求共同发展。
联系电话是0755-2965-5259, 主要经营深圳市联大数控机械设备有限公司,致力于研发手表首饰专用五轴CNC厂家,主要应用于珠宝首饰、手表的产品雕铣车花、批花应用。 联大数控五轴机性能及优势: 1) 针对首饰仅设计一个漏斗回收口;可能导致损耗的对外窗口仅一个,并已加强防损设计,基本无损耗。 2)五轴结构设计优势: 针对德国五轴结构加强支撑保护,两端及五轴中心点支撑设计,受冲击反作用保护力设计!。
单位注册资金单位注册资金人民币 100 万元以下。
{kind=link}