


- 2025-03-06 16:13 2633
- 产品价格:58000.00 元/台 起
- 发货地址:湖北武汉东西湖区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:163020798公司编号:21617295
- 曾华 经理 微信 18120569118
- 进入店铺 在线留言 QQ咨询 在线询价
西安手持激光焊接机 激光焊接设备 可以对工件实现任意部位焊接
- 相关产品:
武汉立匠激光以武汉总部、江苏分公司、重庆办事处、洛阳办事处为源点,结合广大经销合作伙伴,将设备和方案服务覆盖全国,为广大客户伙伴提供更专业及时技术咨询指导及售后服务**,全面**客户权益持续创造。
立志成为国内外激光设备的主流供应商,为国内外广大用户提供优质的激光设备解决方案。
手持激光焊接机设计与功能
1.内部设计灵巧,良好的交互控制系统,扩大了加工部件公差范围及焊缝宽度, 解决了光斑细小的劣势,焊缝成形更好。
2.造型轻便,采用身体工程学设计方法,握感舒适;一手轻松掌控,操作简单易上手。
3.具有多个安全警报,移开工件后自动锁光,安全性高。
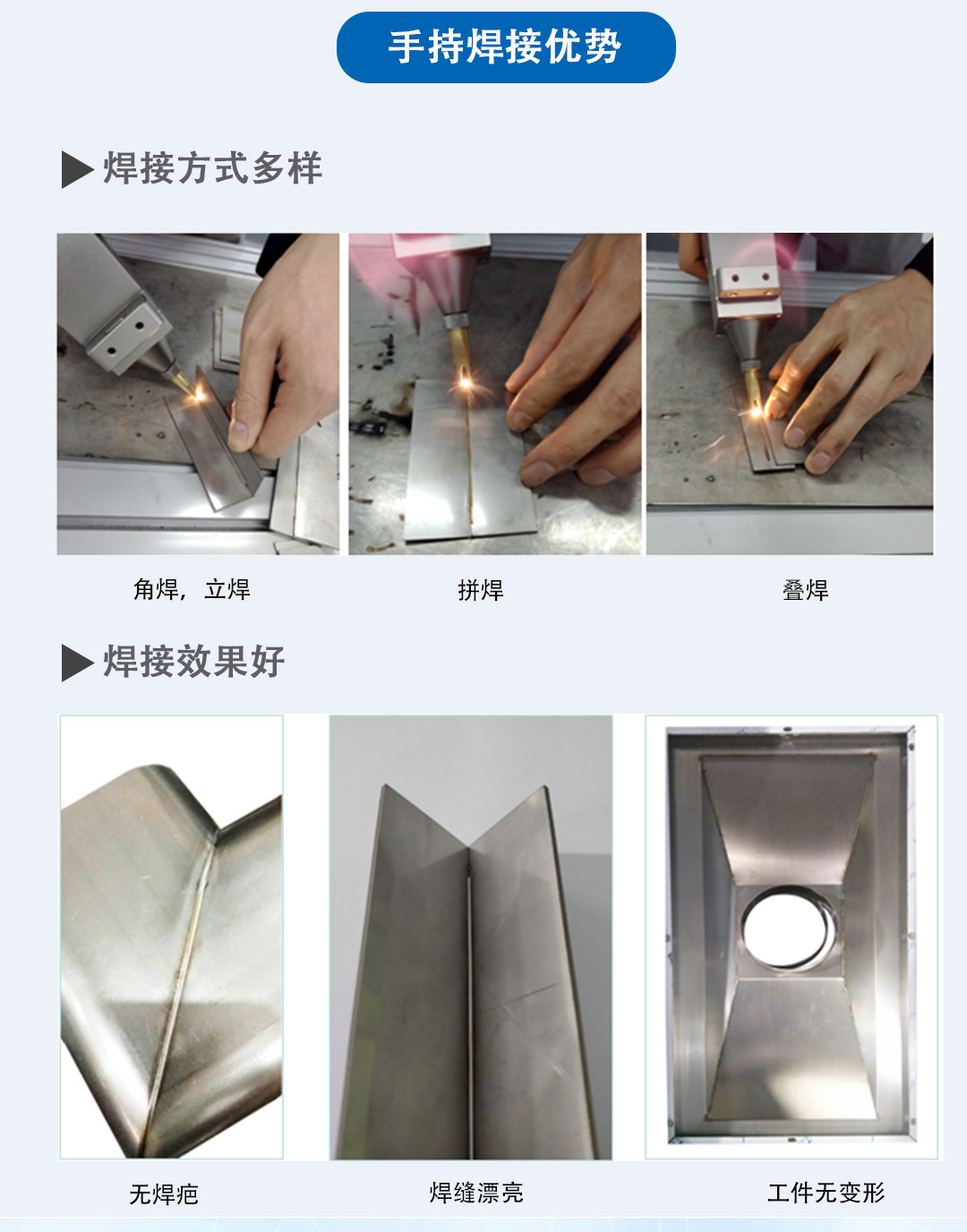
4.焊缝美观,速度快、无耗材,无焊痕,无变色,无需后期打磨。
5.可配置多种角度喷嘴,满足不同产品焊接需求。
手持激光接机媒介
为保护焊接处不氧化,使焊接处得到良好的保护,所使用的保护气体应具备不与焊接体发生有害的化学反应的化学特性。
保护气质量必须符合ISO 8573-1:2010, Class 2.4.3标准,不可有杂质粒子、水、油。 保护气体纯度越高,保护镜片寿命越长。
手持激光焊接机设备参数
激光波长 1080nm
输出功率 1000W 丨 1500W 丨 2000W 丨
焊接材料 常见金属都可以焊接
光纤 50um,10米
调制频率 20KHz
能量稳定度 3%
冷却介质 蒸馏水/纯净水
连续工作时间 24小时
焊接方式 脉冲,连续,准连续
耗材 保护镜片,保护气体(或压缩空气)
整机净重 165KG
光斑直径 0-5mm(摆动可选)
整机尺寸 990mm*600mm*1170mm
整机功率 3KW 丨 4KW 丨5KW 丨 6.5KW
建议使用环境 洁净无尘,无震源,13℃-28℃,湿度5%-75%
操作模式 液晶触摸屏
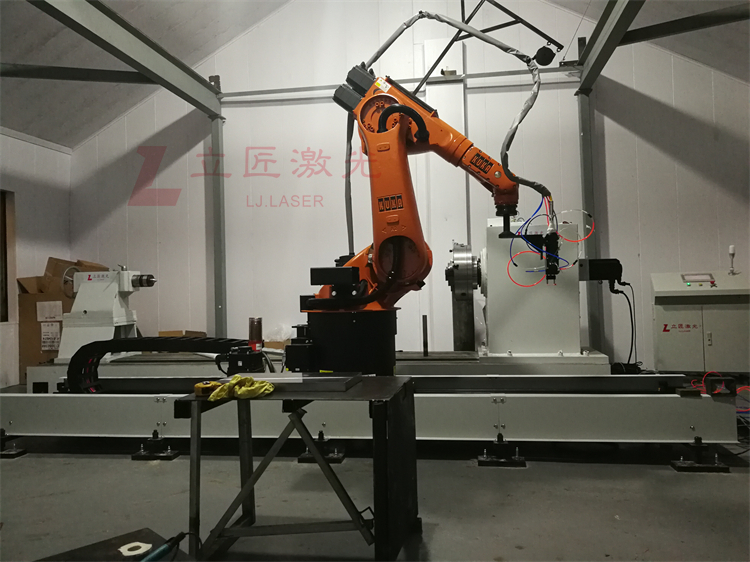
手持式激光焊接机应用范围
薄板金属板焊接-不锈钢,碳钢类,适用产品-各类钣金,模具,机箱,水箱,厨卫产品,各类五 金灯饰,广告字广告牌,门窗框架类激光焊接
广泛应用于厨房、家用电器、广告、模具、不锈钢门窗、工艺品、家居用品、家具、汽车配件等众多行业。
激光焊接机参数
功率密度
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
脉冲波形
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
脉冲宽度
脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
离焦量的影响
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
- 商家产品推荐
- 广州机器人激光焊接机价格 机器人激光焊机 在各行各业已得到了广泛的应用 吉林长春通化国产机器人激光焊接机厂家 激光焊接机器人 具有更高的经济性和竞争力 双工位机器人激光焊接机设计合理 性能可靠 量大从优 激光焊接机器人 **级省电 南京激光熔覆机品牌 激光熔覆焊每平米成本 性能可靠 售后** 刮板输送机中部槽激光熔覆机应用范围 激光融敷机 厂家直销 省心放心 减速机齿轮激光熔覆机生产厂家 激光热处理 价格实惠 量大从优 福建激光熔覆机还田机刀片 激光覆熔机 厂家直销 省心放心 刀刃激光熔覆机应用范围 激光表面合金化 厂家直销 省心放心 成都手持自动送丝手持激光焊接机手拿焊接 手持激光焊 重庆2000W手持手持激光焊接机厂家 手持激光焊







{kind=link}