


- 2025-02-19 18:40 2862
- 产品价格:100.00 元/台 起
- 发货地址:广东中山东升 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:157858630公司编号:2017423
- 肖强 业务 微信 13824782165
- 进入店铺 在线留言 QQ咨询 在线询价
南通京鼎机床厂磨床维修
- 相关产品:
中山市东升镇来烨机械加工厂从事各种机械设备的维修、加工与改造,拥有经验丰富的专业技术人员,随时为您提供优质的服务,其服务区域已覆盖珠江三角洲各大中型机械厂、模具厂,五金厂,外资厂,并与他们建立了良好的业务合作伙伴关系。
磨床主轴“抱轴”的故障原因及排除方法有哪些?
答:磨床主轴“抱轴”的故障原因及排除方法如下:
(1)主轴与轴承间隙过小。应严格按工艺要求对轴承间隙进行调整。
(2)主轴前后轴承不同轴。装配时要借用定心套,保证前后轴承的同轴度。
(3)主轴润滑油过少。应清洁润滑油及油箱,保证每6个月更换一次,保证轴承有合适的输入油量,避免脏物嵌入轴瓦。
(4)主轴装配不符合要求。应检查重新装配并保证装配时各零件位置的正确性。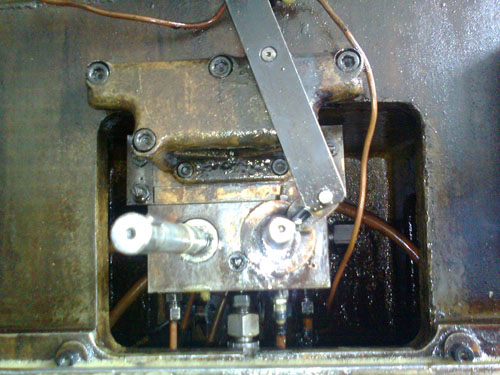
平面磨床加工件粗糙度差度差、有明显振纹的故障原因及排除方法有哪些?
答:平面磨床加工件粗糙度差度差、有明显振纹的故障产生的原因及排除方法如下:
(1)主轴动平衡精度差,应重新调整,进行动平衡检测并修复。
(2)若确认主轴、轴承间隙过大,应重新调整,前轴承间隙为0.008mm,后轴承间隙为0.012mm。
(3)台面润滑油过多或过少,应调整导轨润滑油至适量,以工作台导轨面上有湿润的润滑油但不滴下为宜。
(4)若砂轮衡不合格,做好砂轮衡,必要时作二次衡。
(5)砂轮修整粗细不一致,应重新修整砂轮,使砂轮粗、细适中。
(6)进给量不超过0.02mm,并分粗磨、精磨。
(7)应消除机床振源:台面冲击,工作台齿条、齿轮啮合间隙过小,机床附近有振源等。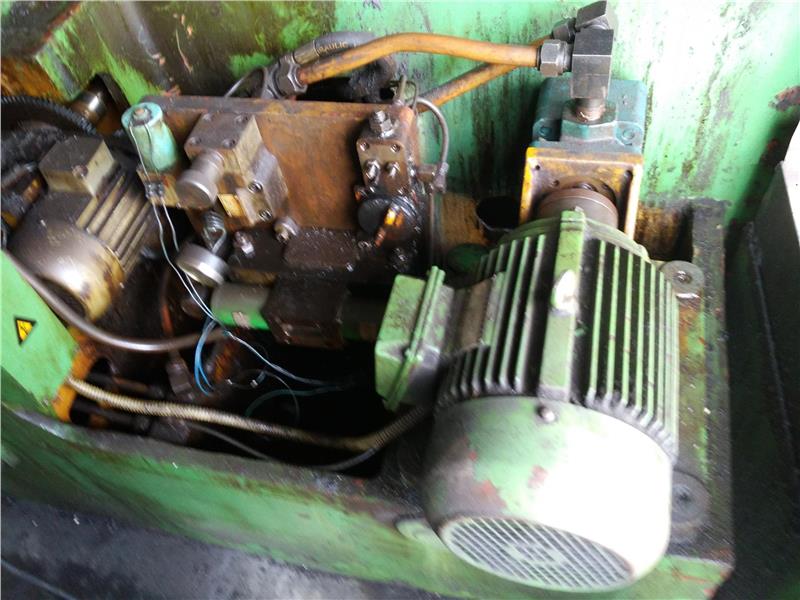
磨床床身导轨咬伤或拉毛的故障原因及排除方法有哪些?
答:磨床床身导轨咬伤或拉毛的故障原因及排除方法如下:
(1)脏物进入导轨面。应清洁润滑油,保持过滤器畅通。
(2)润滑油断绝。供给新鲜润滑油,并保证润滑稳定器工作正常。
(3)导轨油槽太短或位置不当。应开设合适的油槽,油孔基本上在磨头体相应位置,油槽不宜过短。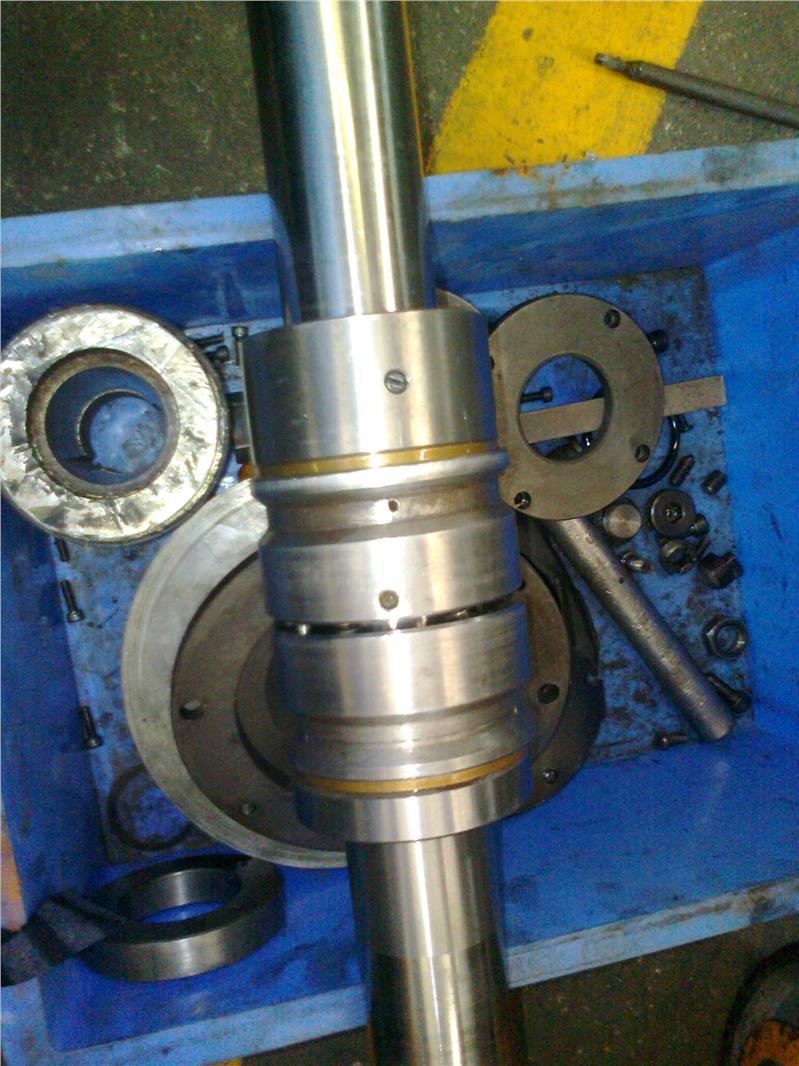
机床应在大运动空间外再预留300mm以上,每个底脚螺丝吃紧,台面前后及左右水平在0.04/1000mm以内。(安装变频器的要求需更高)





{kind=link}