
- 14544
- 产品价格:78000.00 元/台 起
- 发货地址:广东深圳宝安区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:157196918公司编号:8792417
- 陈建 市场总监 微信 13823298536
- 进入店铺 在线留言 QQ咨询 在线询价
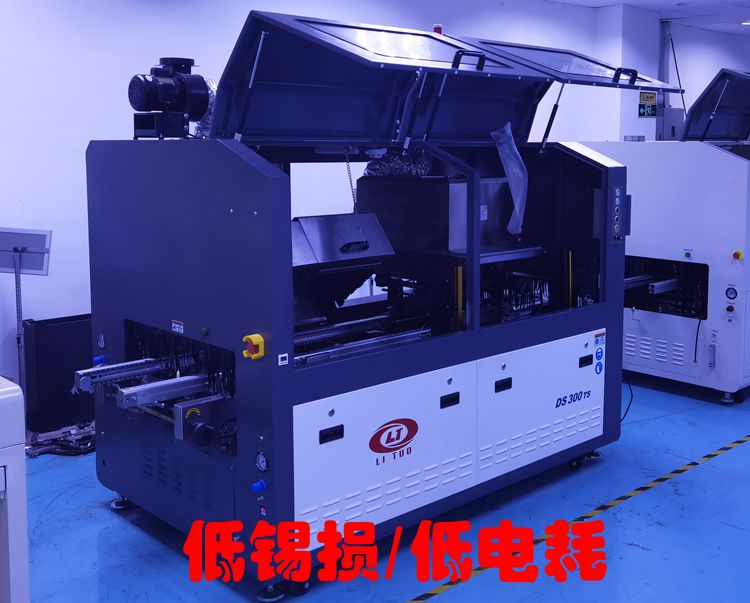
江门小型波峰焊电话 焊接锡炉
- 相关产品:
品特点:
一: 7寸工业触摸屏控制+智能PLC及温度控制系统
二:智能精密闭环伺服步进+进口丝杆升降系统
三: 85KG-100KG小容量无铅锡炉.
四: 步进式自动清锡渣功能
五: 三段传送系统+手动调宽窄装置
六:步进式浸焊传输功能
七:锡炉液位自动检测技术
八: 球墨式铸铁发热板(力拓**,节能40%)
九:强风制冷装置
十:全自动进板模式
十一:锡炉**温保护+预热**温保护
十二:浸焊区安全光幕
主要技术参数:
PCB板可调宽度Max.50~300mm(长支持:320MM)
PCB板运输高度750±20mm
PCB板运输速度0~1.8M/Min
PCB板运输角度(焊接倾角)0~7度
PCB板运输方向左→右
PCB板上元件高度限制Max.80mm
产能:250次/小时 浸焊区:350X300MM
锡炉功率:7.2kw
锡炉溶锡量:85KG
锡炉温度:室温~350℃、控制精度±1℃
温度控制方式:P.I.D+SSR
整机控制方式:触摸屏+PLC
电源220V 供电
启动功率7.5kw
正常运行功率1.5kw
气源4~7KG/CM2
外型尺寸L1500×W1300×H1650mm
重量480kg

波峰焊出板机产品特点
1.波峰焊出板机是专门用于PCB板在双波峰焊后连接的排出装置;
2.前端与后端可分别由丝杆调校倾斜角度;
3.防滑皮带,输送平稳,速度可调节;
4.皮带强选为冲孔皮带,上方加电子扇助于PCB板冷却。
波峰焊出板机整机技术参数
项 目 r/>
运输马达: 220V 40W
运输宽度: 0-400mm
运输速度: 0-1.8米/分钟可调

回流焊接是预先在PCB焊接部位施放适量和适当形式的焊料,然后贴放表面贴装元器件,利用外部热源使焊料回流达到焊接要求而进行的成组或逐点焊接工艺。

目前波峰焊机基本上采用热辐射方式进行预热,常用的波峰焊预热方法有强制热风对流、电热板对流、电热棒加热及红外加热等。在这些方法中,强制热风对流通常被认为是大多数工艺里波峰焊机有效的热量传递方法。在预热后,线路板用单波(λ波)或双波(扰流波和λ波)方式进行焊接。对穿孔式元件来讲单波就足够了,线路板进入波峰时,焊锡流动的方向和板子的行进方向相反,可在元件引脚周围产生涡流。这就象是种洗刷,将上面所有助焊剂和氧化膜的残余物去除,在焊点到达浸润温度时形成浸润。
一: 7寸工业触摸屏控制+智能PLC及温度控制系统
二:智能精密闭环伺服步进+进口丝杆升降系统
三: 85KG-100KG小容量无铅锡炉.
四: 步进式自动清锡渣功能
五: 三段传送系统+手动调宽窄装置
六:步进式浸焊传输功能
七:锡炉液位自动检测技术
八: 球墨式铸铁发热板(力拓**,节能40%)
九:强风制冷装置
十:全自动进板模式
十一:锡炉**温保护+预热**温保护
十二:浸焊区安全光幕
主要技术参数:
PCB板可调宽度Max.50~300mm(长支持:320MM)
PCB板运输高度750±20mm
PCB板运输速度0~1.8M/Min
PCB板运输角度(焊接倾角)0~7度
PCB板运输方向左→右
PCB板上元件高度限制Max.80mm
产能:250次/小时 浸焊区:350X300MM
锡炉功率:7.2kw
锡炉溶锡量:85KG
锡炉温度:室温~350℃、控制精度±1℃
温度控制方式:P.I.D+SSR
整机控制方式:触摸屏+PLC
电源220V 供电
启动功率7.5kw
正常运行功率1.5kw
气源4~7KG/CM2
外型尺寸L1500×W1300×H1650mm
重量480kg

波峰焊出板机产品特点
1.波峰焊出板机是专门用于PCB板在双波峰焊后连接的排出装置;
2.前端与后端可分别由丝杆调校倾斜角度;
3.防滑皮带,输送平稳,速度可调节;
4.皮带强选为冲孔皮带,上方加电子扇助于PCB板冷却。
波峰焊出板机整机技术参数
项 目 r/>
运输马达: 220V 40W
运输宽度: 0-400mm
运输速度: 0-1.8米/分钟可调

回流焊接是预先在PCB焊接部位施放适量和适当形式的焊料,然后贴放表面贴装元器件,利用外部热源使焊料回流达到焊接要求而进行的成组或逐点焊接工艺。

目前波峰焊机基本上采用热辐射方式进行预热,常用的波峰焊预热方法有强制热风对流、电热板对流、电热棒加热及红外加热等。在这些方法中,强制热风对流通常被认为是大多数工艺里波峰焊机有效的热量传递方法。在预热后,线路板用单波(λ波)或双波(扰流波和λ波)方式进行焊接。对穿孔式元件来讲单波就足够了,线路板进入波峰时,焊锡流动的方向和板子的行进方向相反,可在元件引脚周围产生涡流。这就象是种洗刷,将上面所有助焊剂和氧化膜的残余物去除,在焊点到达浸润温度时形成浸润。




{kind=link}