


- 2025-01-30 16:13 2143
- 产品价格:58000.00 元/台 起
- 发货地址:湖北武汉江夏区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:155654247公司编号:21617295
- 曾华 经理 微信 18120569118
- 进入店铺 在线留言 QQ咨询 在线询价
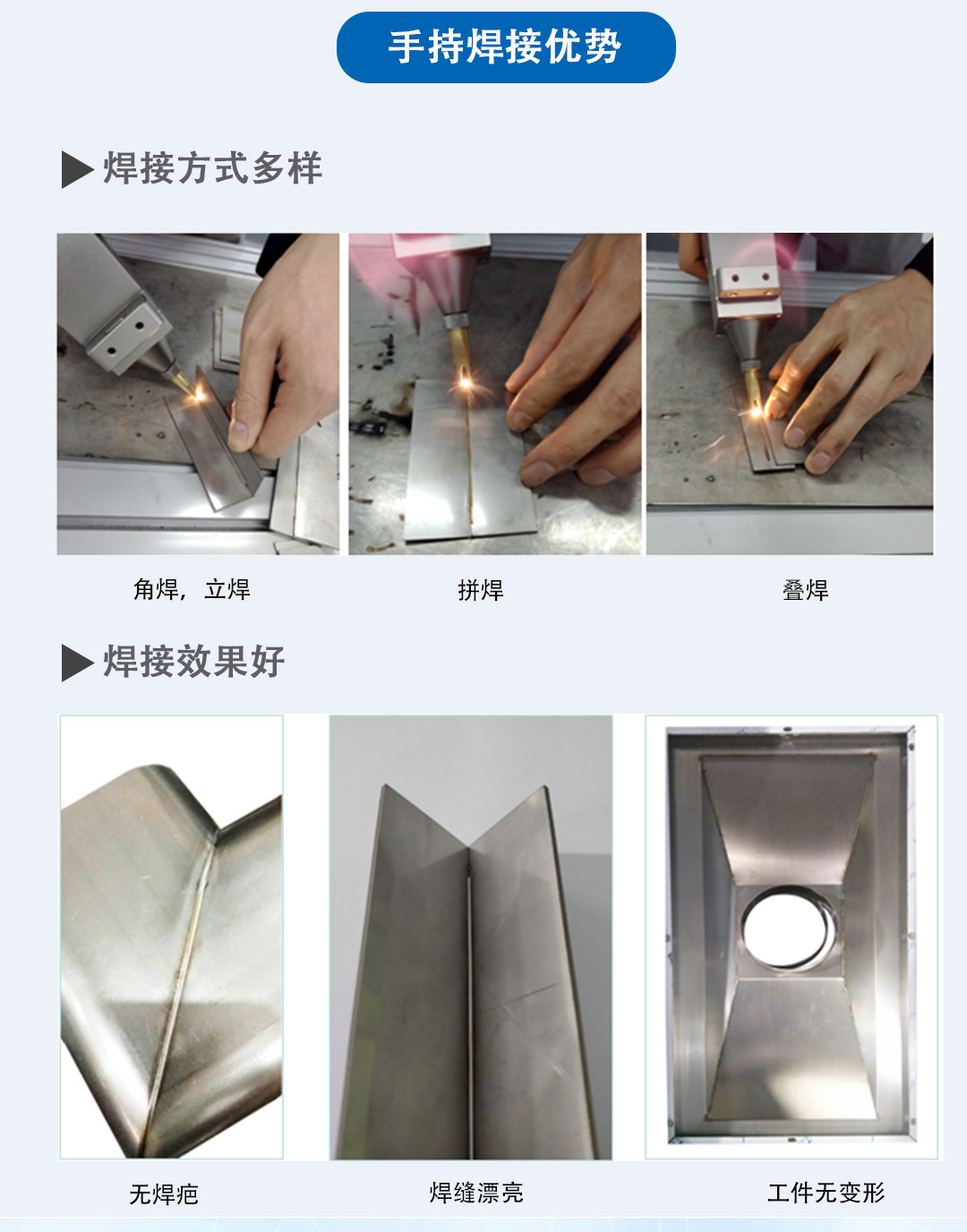
南宁手持激光焊接机 手持激光焊 欢迎外贸公司合作
- 相关产品:
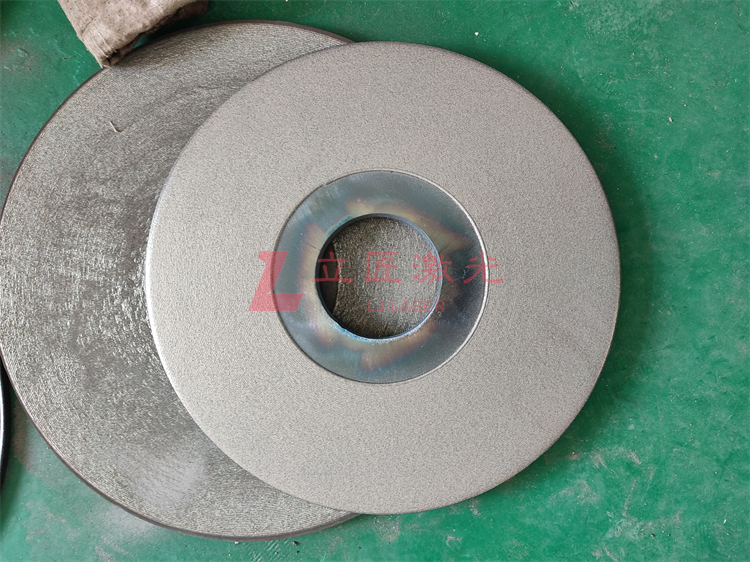
武汉立匠激光1000W/1500W/2000W手持式激光焊接机集金属薄板焊接切割与一体,激光控制盒同时具备QCW、PWM、CW三种出光模式,独有的焊接头配套吹气控制和安全锁,具备国内的千瓦级手持焊接头。 广泛应用于广告、五金制品、汽车配件、工艺礼品等行业。
激光焊接属非接触式焊接,作业过程不需要加压,其工作原理是将高能量强度的激光束直接照射于材料表面,通过激光与材料的相互作用,使材料内部熔化,继而冷却结晶形成焊缝。针对使用方式的不同,激光焊接机分为手持式激光焊接机和自动激光焊接机,那么这两种激光焊接机的优势点各是什么呢?
手持式激光焊接机需要使用者手持着,长时间工作会导致疲劳,而且不利于大型原件的焊接,使用范围受到了严重的限制。
使用自动激光焊接机可以减少工人的工作量,减少疲劳度;在大型物件或者厚度比较大的板材时比较方便,而且焊接质量相当来说比较高。
手持式激光焊接机与氩弧焊对比
能耗对比:
相比传统电弧焊,手持式激光焊接机节省电能80%~90%左右,加工成本可下降约30%。
焊接效果对比:
激光手持焊可完成异种钢和异种金属焊接。速度快,变形小,热影响区小。焊缝漂亮、平整、无/少气孔,无污染。手持式激光焊接机可进行微小开型零件和精密焊接。
后续工序对比:
激光手持焊接时热输入低,工件变形量小,能得到美观的焊接表面,无需或仅需简略处理(视焊接表面效果要求)。手持式激光焊接机能够大大减少巨大的抛光和整平工序耗费的人工成本。
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究重点集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
- 商家产品推荐
- 广州机器人激光焊接机价格 机器人激光焊机 在各行各业已得到了广泛的应用 吉林长春通化国产机器人激光焊接机厂家 激光焊接机器人 具有更高的经济性和竞争力 双工位机器人激光焊接机设计合理 性能可靠 量大从优 激光焊接机器人 **级省电 南京激光熔覆机品牌 激光熔覆焊每平米成本 性能可靠 售后** 刮板输送机中部槽激光熔覆机应用范围 激光融敷机 厂家直销 省心放心 减速机齿轮激光熔覆机生产厂家 激光热处理 价格实惠 量大从优 福建激光熔覆机还田机刀片 激光覆熔机 厂家直销 省心放心 刀刃激光熔覆机应用范围 激光表面合金化 厂家直销 省心放心 成都手持自动送丝手持激光焊接机手拿焊接 手持激光焊 重庆2000W手持手持激光焊接机厂家 手持激光焊







{kind=link}