


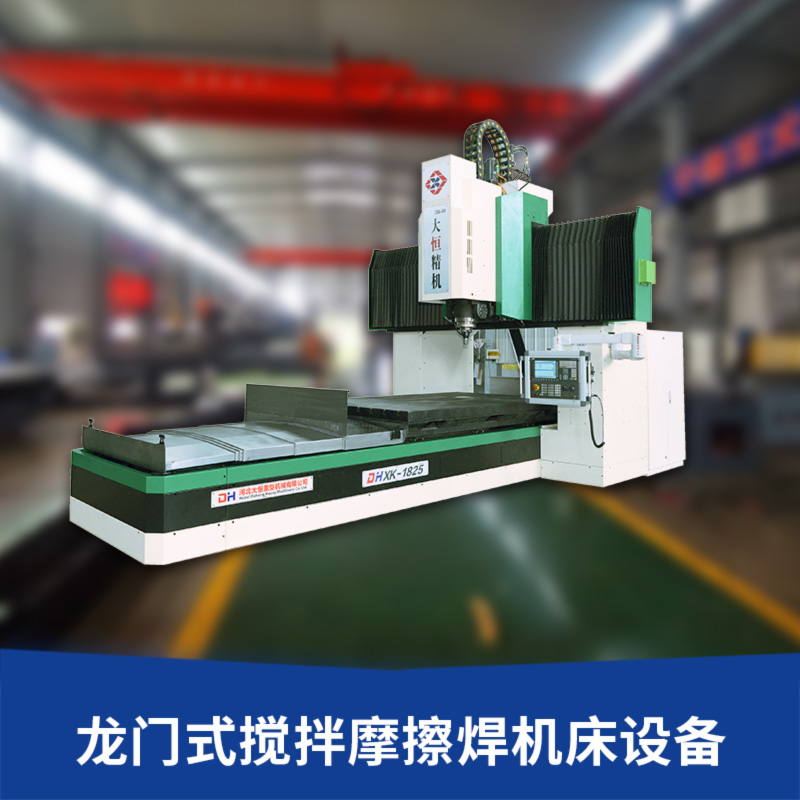
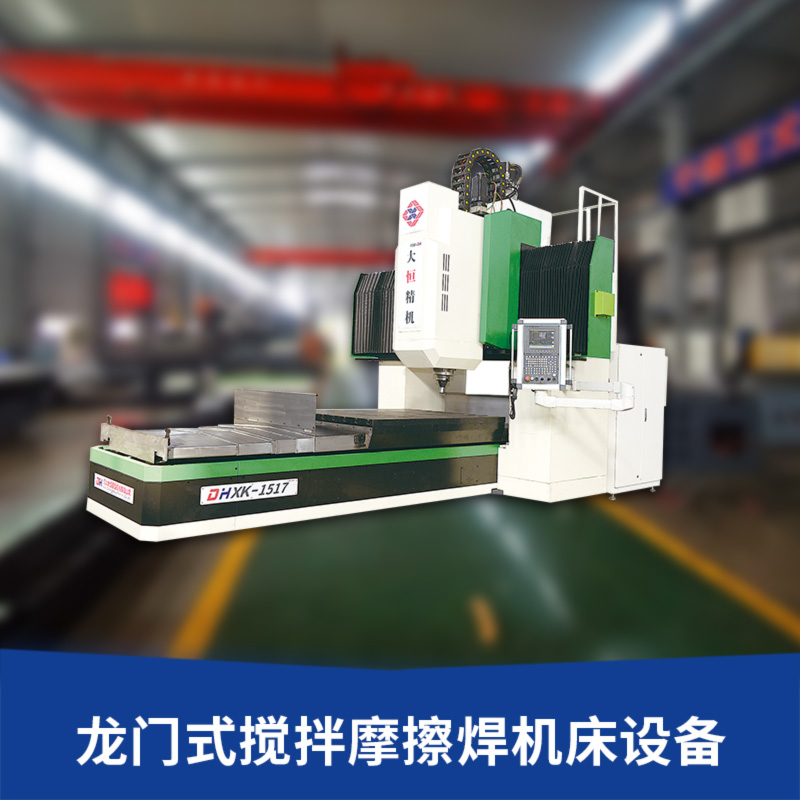
1517搅拌摩擦焊设备主要参数
结构形式 龙门式搅拌摩擦焊设备
型号 DH-FSW-1517
控制系统 新代控制系统
X向行程及速度 行程:1700mm,工作台移动;
焊接速度:0~6000mm/min无级调节
Y向行程及速度 行程:1500mm,机头横向移动;
焊接速度:0~6000mm/min无级调节
Z向行程及速度 行程:500mm,机头垂直移动;
焊接速度:0~2000mm/min无级调节
Z向空间 600mm(机头向上运动至点,刀柄下端面距工作台平面距离)
工作台 1700*1400mm
设备占地面积 5500mm*2500mm
焊接厚度 1~16mm
焊接主轴转速 0~2000 rpm
B轴倾角可调范围 -5~5°手动调节
C轴倾角可调范围 n×360º自动调节
搅拌摩擦焊作为一种新型的低熔点有色金属连接工艺,在铝合金的焊接方面具有得天*厚的优势。随着搅拌摩擦焊接技术在各个领域的广泛应用,适应市场大批量生产的需求,提高焊接质量,减少焊后打磨工序等要求均已成为当务之急。实践表明,搅拌摩擦焊接头质量与焊接的轴向压力息息相关。从一定程度上,轴向压力能够对焊接过程进行实时的检测与控制,可以使焊接的质量和过程的稳定性,有效地降低缺陷发生率,提高生产效率。
河北大恒重型机械有限公司成立于1978年,公司前身是一家大型铸造企业,采用先进的树脂砂铸造工艺,为武重机床,汉川机床,沈阳机床、大连、齐齐哈尔等国内大型机床制造企业提供优质机床铸件和平台量具,并于2003年成功转型生产龙门刨床和普通龙门铣床。在响应国家**和发展节能环保企业的号召下于2009年成功转型升级做数控龙门铣床,经过十余年的发展,龙门铣床系列设备已**国内外。2019年公司继续开展新业务,成立搅拌摩擦焊设备部,开发和生产搅拌摩擦焊系列产品。
搅拌摩擦焊的主要优点如下:
(1)焊接接头热影响区显微组织变化小.残余应力比较低,焊接工件不易变形;
(2)能一次完成较长焊缝、大截面、不同位置的焊接.接头高:
(3)操作过程方便实现机械化、自动化,设备简单,能耗低,功效高,对作业环境要求低:
(4)*添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;
(5)可焊热裂纹敏感的材料,适合异种材料焊接:
(6)焊接过程安全、无污染、无烟尘、*等。


{kind=link}