

- 2025-02-25 16:13 7043
- 产品价格:198000.00 元/台 起
- 发货地址:湖北武汉江夏区 包装说明:箱装
- 产品数量:9999.00 台产品规格:不限
- 信息编号:151741754公司编号:21617295
- 曾华 经理 微信 18120569118
- 进入店铺 在线留言 QQ咨询 在线询价
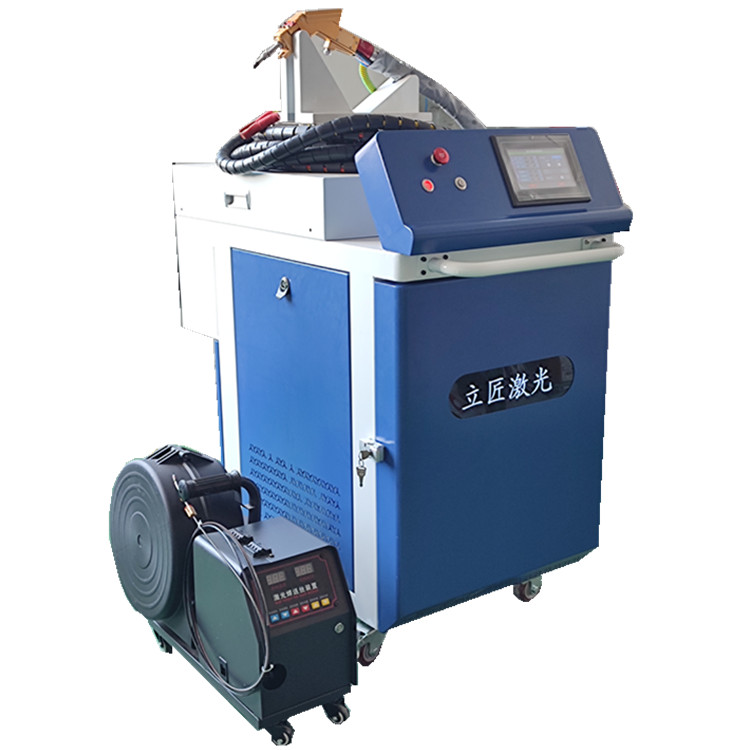
减速机齿轮激光熔覆机销售 激光熔覆代替镀铬 厂家直销 省心放心
- 相关产品:
从当前激光熔覆的应用情况来看,其主要应用于三个方面:
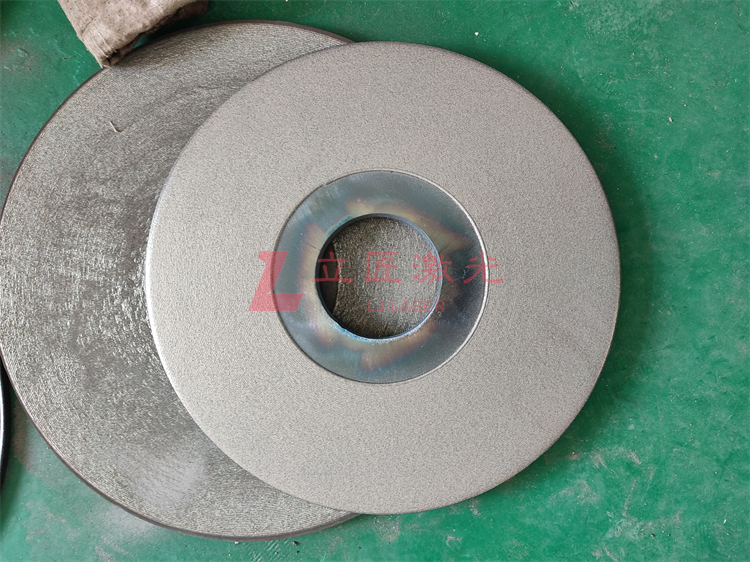
一,对材料的表面改性,如燃汽轮机叶片,轧辊,齿轮等
二,对产品的表面修复,如转子,模具等。有关资料表明,修复后的部件强度可达到原强度的90%以上,其修复费用不到重置价格的1/5,更重要的是缩短了维修时间,解决了大型企业重大成套设备连续可靠运行所必须解决的转动部件快速抢修难题。另外,对关键部件表面通过激光熔覆超耐磨抗蚀合金,可以在零部件表面不变形的情况下大大提高零部件的使用寿命;对模具表面进行激光熔覆处理,不仅提高模具强度,还可以降低2/3的制造成本,缩短4/5的制造周期。
三,快速原型制造。利用金属粉末的逐层烧结叠加,快速制造出模型。
熔覆工艺:激光熔覆按熔覆材料的供给方式大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。
预置式激光熔覆是将熔覆材料事先置于基材表面的熔覆部位,然后采用激光束辐照扫描熔化,熔覆材料以粉或丝形式加入,其中以粉末的形式为常用。
同步式激光熔覆则是将粉末或丝材类熔覆材料经过喷嘴在熔覆过程中同步送入熔池中。熔覆材料以粉或丝形式加入,其中以粉末的形式为常用。
预置式激光熔覆的主要工艺流程为:基材熔覆表面预处理---预置熔覆材料---预热---激光熔覆---后热处理。
同步式激光熔覆的主要工艺流程为:基材熔覆表面预处理---预热---同步激光熔覆---后热处理。
按工艺流程,与激光熔覆相关的工艺主要是基材表面预处理方法、熔覆材料的供料方法、预热和后热处理。
激光器工作原理:
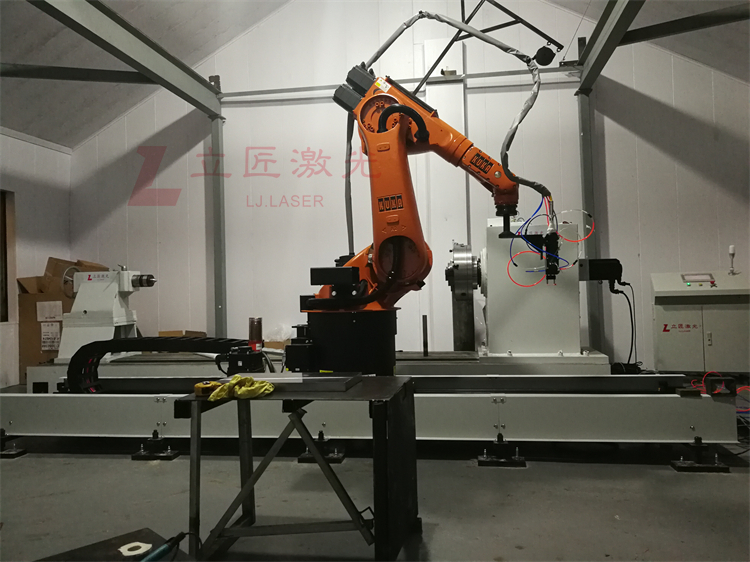
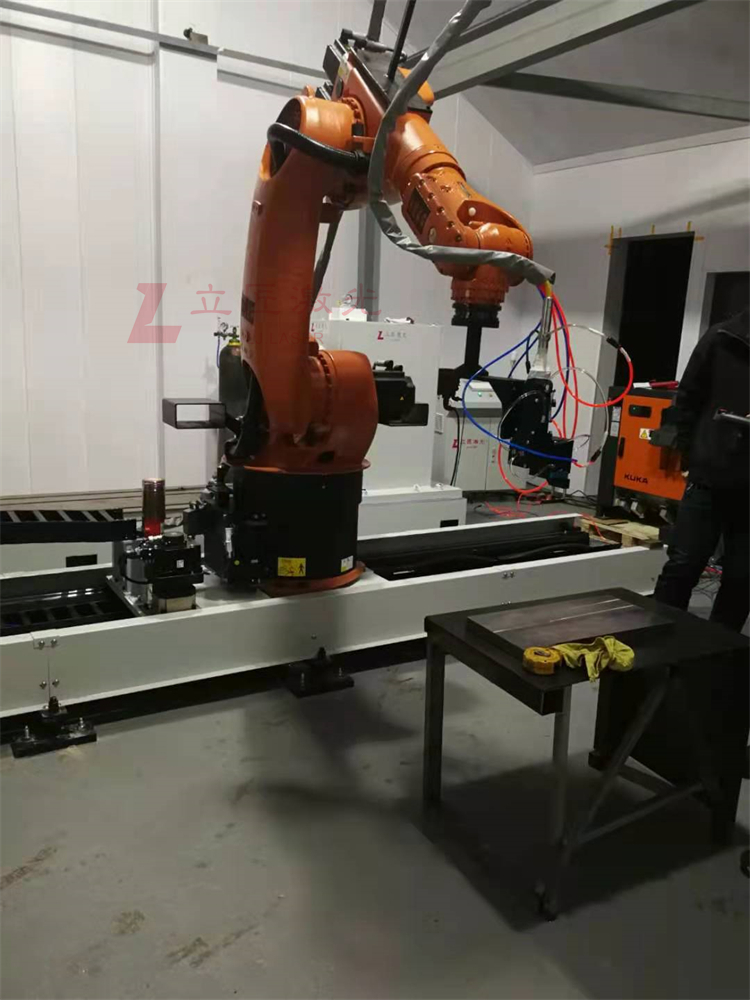
激光熔覆成套设备组成:激光器、冷却机组、送粉机构、加工工作台等。
激光器的选用:主流的激光器类型均支持激光熔覆工艺,例如CO2激光器,固体激光器,光纤激光器,半导体激光器等。
光斑直径
激光束一般为圆形。熔覆层宽度主要取决于激光束的光斑直径,光斑直径增加,熔覆层变宽。光斑尺寸不同会引起熔覆层表面能量分布变化,所获得的熔覆层形貌和组织性能有较大差别。一般来说,在小尺寸光斑下,熔覆层质量较好,随着光斑尺寸增大,熔覆层质量下降。但光斑直径过小,不利于获得大面积的熔覆层。
激光熔覆具有以下特点:
(1)冷却速度快(高达106K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。
(2)涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;
(3)热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内。
(4)粉末选择几乎没有任何限制,特别是在低熔属表面熔敷高熔点合金;
(5)熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2~2.0mm,
(6)能进行选区熔敷,材料消耗少,具有的性能价格比;
(7)光束瞄准可以使难以接近的区域熔敷;
(8)工艺过程易于实现自动化。
很适合油田常见易损件的磨损修复。
- 商家产品推荐
- 广州机器人激光焊接机价格 机器人激光焊机 在各行各业已得到了广泛的应用 吉林长春通化国产机器人激光焊接机厂家 激光焊接机器人 具有更高的经济性和竞争力 双工位机器人激光焊接机设计合理 性能可靠 量大从优 激光焊接机器人 **级省电 南京激光熔覆机品牌 激光熔覆焊每平米成本 性能可靠 售后** 刮板输送机中部槽激光熔覆机应用范围 激光融敷机 厂家直销 省心放心 减速机齿轮激光熔覆机生产厂家 激光热处理 价格实惠 量大从优 福建激光熔覆机还田机刀片 激光覆熔机 厂家直销 省心放心 刀刃激光熔覆机应用范围 激光表面合金化 厂家直销 省心放心 成都手持自动送丝手持激光焊接机手拿焊接 手持激光焊 重庆2000W手持手持激光焊接机厂家 手持激光焊






{kind=link}