


- 779
- 产品价格:10.00 元/个 起
- 发货地址:河北石家庄 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:150974374公司编号:9059863
- 李老师 微信 13833466981
- 进入店铺 在线留言 QQ咨询 在线询价
保定加工中心设计编程培训名师执教
- 相关产品:
从1992年开始,引进*机床制造商法国福斯特里纳公司的先进技术,进
行长期合作生产以来,开发了工作台移动式、龙门架移动式、定梁、动梁
等多种形式的数控龙门镗铣床和龙门加工中心。
2002年在上海举办的*二届中国数控机床展览会上,济二**推出
XHV2720×60定梁龙门移动式五轴联动龙门加工中心,至今已能小批量生产
供应市场。
2005年生产的XHV2420五轴联动定梁龙门加工中心,采用铣头油雾润滑
冷却、横梁预应力反变形控制等关键技术。并利用谐波减速传动机构,自
行开发了B、C轴双回转摆角铣头,实现五轴联动功能。双摆角头主电机功
率20KW,电主轴转速12000r/min,B轴回转角度±110°,C轴回转角度
±200°。为了确保机床的传动精度,X、Y、Z三轴采用精密光栅尺控制,B
、C轴采用高精度角度编码器控制,从而实现全闭环控制。目前,济二生产
的五轴联动龙门加工中心和数控龙门镗铣床,已经被水泵业、轨道客车等
用户所认可。

一、螺纹铣削的应用
随着产品市场的竞争的激烈,我公司的新产品层出不穷,曾遇到一些大型
零件的螺纹加工,传统的螺纹车削和丝锥、板牙已无法满足生产的需要。
加工中心得到了广泛的应用,就采用了三轴联动机床进行加工,改变了螺
纹的加工工艺方法,取得了良好的效果。
螺纹的铣削加工与传统螺纹加工相比有着很多优点:
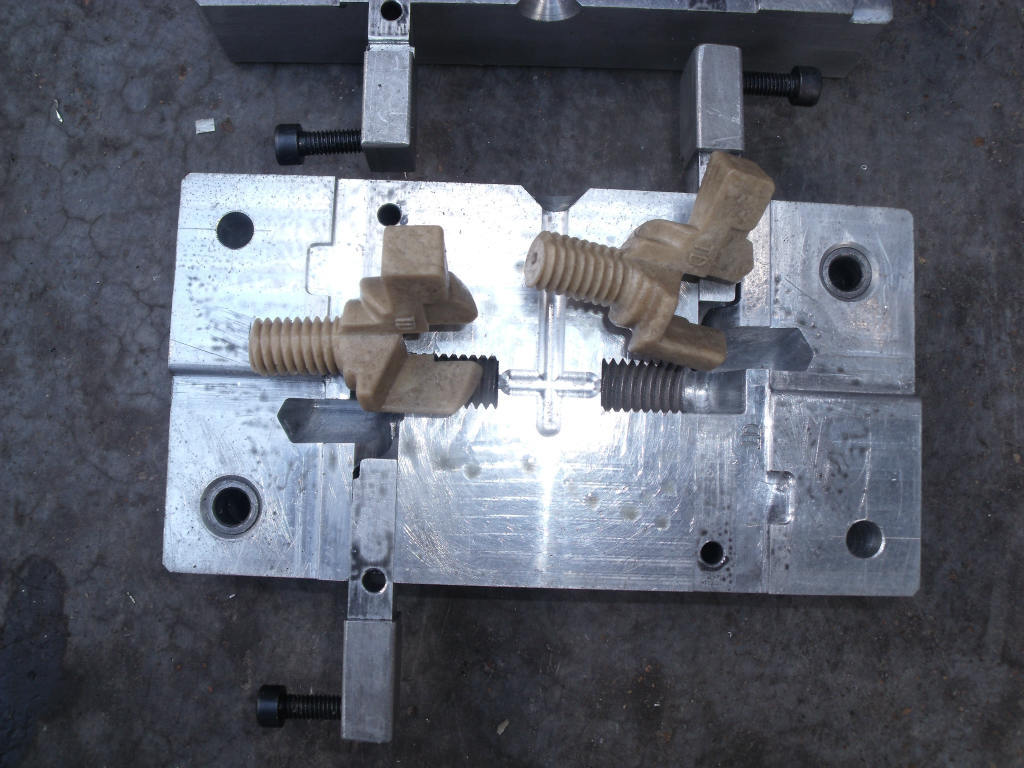
(1)如我公司有某产品长4m多(见图1)。材料是一种钛合金,需要加工
2-M72×2-6H螺纹对外形的对称度≤0.3,传统的加工方法根本无法实现。
在我公司充分利用一台4m龙门加工中心,进行螺纹铣削加工得到了解决。
在加工精度,加工效率上具有较大优势并且不受螺纹结构和螺纹旋向的限
制,一把装有螺纹刀片的镗刀,可以加工多种不同旋向的内外螺纹,并且
对于没有过渡扣或退刀槽结构采用车削、丝锥、板牙很难加工,数控铣削
却很*实现。
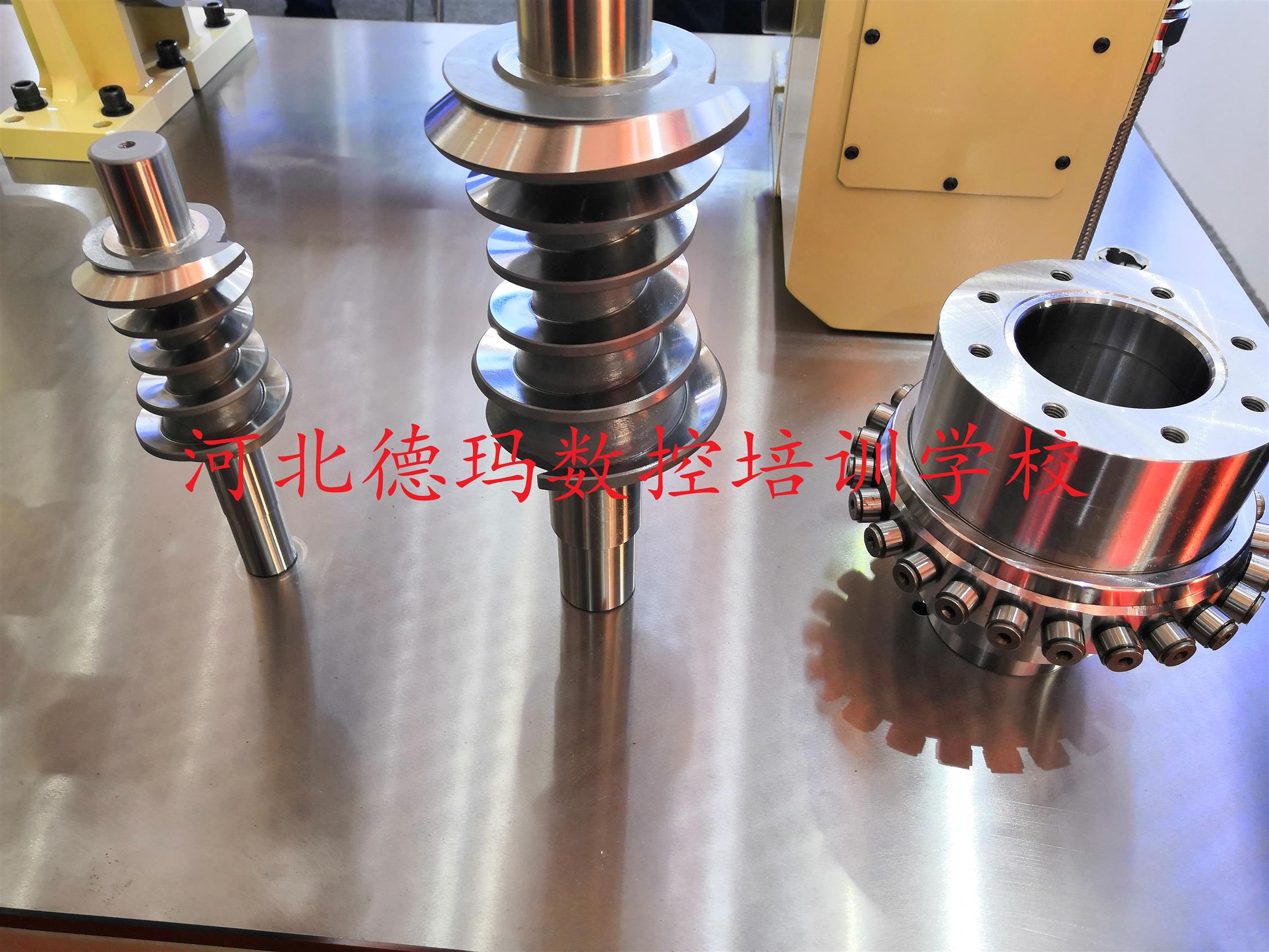
(2)我公司加工很多大直径螺纹,大型产品上螺纹都使用了山特维克螺纹
刀片,一个刀片有3个刃,就可以重复使用3次,就如2-M72×2-6H螺纹,一
个刀片就能加工几十甚至几百件产品,相对于用丝锥或板牙,螺纹铣刀的
耐用度提高了几十倍,并且丝锥也是成套使用,耐用度低,对于钛合金加
工更难实现,大大降低了生产成本,提高了生产效率。

桂林机床股份有限公司
多年来,通过与北京航空**大学、华中科技大学、*大学等国内名
校进行卓有成效的产学研合作和请国外*讲课等协作形式,开发出具有
自主知识产权的自动**铣头,并利用自动**铣头,成功开发了五轴联
动数控龙门铣床。自2001年在*七届中国国际机床展览会上,展出采用华
中数控系统的国内首台具有自主知识产权的五轴联动数控龙门铣床以来,
已开发多台五轴联动产品。
在今年上海中国数控机床展览会上,又推出XK2320/4-5X五轴联动数控
龙门铣床一台,该产品工作台尺寸2000×4000mm,自动**铣头主电机功
率28KW,主轴转速10000r/min,B轴转角±100°,C轴转角±370°,机床
横向导轨采用获国家**的双错位滚动与滑动复合导轨。

4、利用机床的锁定功能一般的数控机床都具有锁定功能(全锁或单轴锁)。当输入程序后,锁定Z轴,可通过Z轴的坐标值判断是否会发生碰撞。此功能的应用应避开换刀等运作,否则无法程序通过。
5、坐标系、刀补的设置必须正确 在启动机床时,一定要设置机床参考点。机床工作坐标系应与编程时保持一致,尤其是Z轴方向,如果出错,铣刀与工件相碰的可能性就非常大。此外,刀具长度补偿的设置必须正确,否则,要么是空加工,要么是发生碰撞。
6、提高编程技巧 程序编制是数控加工至关重要的环节,提高编程技巧可以在很大程度上避免一些不必要的碰撞。 例如:铣削工件内腔,当铣削完成时,需要铣刀快速退回至工件上方100mm处,如果用N50 G00 X0 Y0 Z100 编程,这时机床将三轴联动,,则铣刀有可能会与工件发生碰撞,造成刀具与工件损坏,严重影响机床精度,这时可采用下列程序N40 G00 Z100; N50 X0 Y0; 即刀具先退至工件上方 100mm处,然后再返回编程零点,这样便不会碰撞。
行长期合作生产以来,开发了工作台移动式、龙门架移动式、定梁、动梁
等多种形式的数控龙门镗铣床和龙门加工中心。
2002年在上海举办的*二届中国数控机床展览会上,济二**推出
XHV2720×60定梁龙门移动式五轴联动龙门加工中心,至今已能小批量生产
供应市场。
2005年生产的XHV2420五轴联动定梁龙门加工中心,采用铣头油雾润滑
冷却、横梁预应力反变形控制等关键技术。并利用谐波减速传动机构,自
行开发了B、C轴双回转摆角铣头,实现五轴联动功能。双摆角头主电机功
率20KW,电主轴转速12000r/min,B轴回转角度±110°,C轴回转角度
±200°。为了确保机床的传动精度,X、Y、Z三轴采用精密光栅尺控制,B
、C轴采用高精度角度编码器控制,从而实现全闭环控制。目前,济二生产
的五轴联动龙门加工中心和数控龙门镗铣床,已经被水泵业、轨道客车等
用户所认可。

一、螺纹铣削的应用
随着产品市场的竞争的激烈,我公司的新产品层出不穷,曾遇到一些大型
零件的螺纹加工,传统的螺纹车削和丝锥、板牙已无法满足生产的需要。
加工中心得到了广泛的应用,就采用了三轴联动机床进行加工,改变了螺
纹的加工工艺方法,取得了良好的效果。
螺纹的铣削加工与传统螺纹加工相比有着很多优点:
(1)如我公司有某产品长4m多(见图1)。材料是一种钛合金,需要加工
2-M72×2-6H螺纹对外形的对称度≤0.3,传统的加工方法根本无法实现。
在我公司充分利用一台4m龙门加工中心,进行螺纹铣削加工得到了解决。
在加工精度,加工效率上具有较大优势并且不受螺纹结构和螺纹旋向的限
制,一把装有螺纹刀片的镗刀,可以加工多种不同旋向的内外螺纹,并且
对于没有过渡扣或退刀槽结构采用车削、丝锥、板牙很难加工,数控铣削
却很*实现。
(2)我公司加工很多大直径螺纹,大型产品上螺纹都使用了山特维克螺纹
刀片,一个刀片有3个刃,就可以重复使用3次,就如2-M72×2-6H螺纹,一
个刀片就能加工几十甚至几百件产品,相对于用丝锥或板牙,螺纹铣刀的
耐用度提高了几十倍,并且丝锥也是成套使用,耐用度低,对于钛合金加
工更难实现,大大降低了生产成本,提高了生产效率。

桂林机床股份有限公司
多年来,通过与北京航空**大学、华中科技大学、*大学等国内名
校进行卓有成效的产学研合作和请国外*讲课等协作形式,开发出具有
自主知识产权的自动**铣头,并利用自动**铣头,成功开发了五轴联
动数控龙门铣床。自2001年在*七届中国国际机床展览会上,展出采用华
中数控系统的国内首台具有自主知识产权的五轴联动数控龙门铣床以来,
已开发多台五轴联动产品。
在今年上海中国数控机床展览会上,又推出XK2320/4-5X五轴联动数控
龙门铣床一台,该产品工作台尺寸2000×4000mm,自动**铣头主电机功
率28KW,主轴转速10000r/min,B轴转角±100°,C轴转角±370°,机床
横向导轨采用获国家**的双错位滚动与滑动复合导轨。

4、利用机床的锁定功能一般的数控机床都具有锁定功能(全锁或单轴锁)。当输入程序后,锁定Z轴,可通过Z轴的坐标值判断是否会发生碰撞。此功能的应用应避开换刀等运作,否则无法程序通过。
5、坐标系、刀补的设置必须正确 在启动机床时,一定要设置机床参考点。机床工作坐标系应与编程时保持一致,尤其是Z轴方向,如果出错,铣刀与工件相碰的可能性就非常大。此外,刀具长度补偿的设置必须正确,否则,要么是空加工,要么是发生碰撞。
6、提高编程技巧 程序编制是数控加工至关重要的环节,提高编程技巧可以在很大程度上避免一些不必要的碰撞。 例如:铣削工件内腔,当铣削完成时,需要铣刀快速退回至工件上方100mm处,如果用N50 G00 X0 Y0 Z100 编程,这时机床将三轴联动,,则铣刀有可能会与工件发生碰撞,造成刀具与工件损坏,严重影响机床精度,这时可采用下列程序N40 G00 Z100; N50 X0 Y0; 即刀具先退至工件上方 100mm处,然后再返回编程零点,这样便不会碰撞。








{kind=link}