- 741
- 产品价格:130000.00 元/台 起
- 发货地址:广东深圳龙岗区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:150519217公司编号:14307047
- 吴炜 经理 微信 180287664..
- 进入店铺 在线咨询 QQ咨询 在线询价
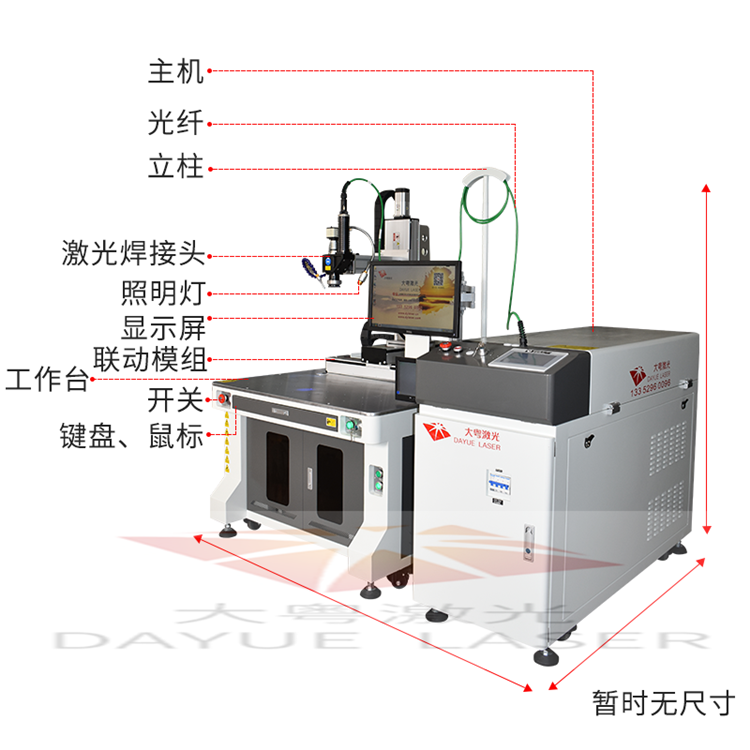
一轴烧焊机
- 相关产品:
脉冲焊接机优点:
脉冲热压机主要应用在不能使用正常SMT+回流炉进行焊接的器件进行焊接操作,而使用烙铁进行焊接时*出现焊接外观不一致、不平整,*出现虚焊以及*焊坏产品。而脉冲热压机则不同于恒温烙铁,脉冲热压机在通电瞬间即可达到所要温度,而一旦焊头两端不加电压,瞬间即可达到室温;而且焊头平整,所以焊接出来的外观平整一致,较少出现虚焊不良。
脉冲焊接机焊接质量高,无气孔,可减少或优化母材杂质,焊接后可细化焊缝组织,其强度和韧性至少相当于甚**于母材。脉冲焊接机能够实现自动精确控制,激光输出功率漂移小,聚焦光斑小,能够实现高精度定位。可用于手机外壳、支架、电子通讯、五金、医疗设备、仪器仪表、珠宝、体育用品;包括手机外壳、手机外壳、MP4外壳、传感器、金属电器外壳、硬盘、微电机、光纤耦合器件、锂电池、钟表、眼镜、电子元件、工艺品等产品。
YAG脉冲激光焊接机是用高能脉冲激光对工件实施焊接,它以脉冲氙灯作为泵浦源,以ND:YAG作为产生激光工作物质。激光电源首先将脉冲氙灯预燃,通过激光电源对脉冲氙灯放电,使氙灯产生一定频率和脉宽的光波,光波经聚光腔照射激光晶体,从而激发晶体产生激光,再经过谐振腔后产生波长为1064nm的脉冲激光,激光经过光纤传输、聚焦后辐射至工件表面,使工件局部熔化实现焊接。
激光焊接分类:
按激光器输出能量方式不同,激光焊接可分为连续激光焊和脉冲激光焊。连续激光焊在焊接过程中形成的是连续的不间断的焊缝形貌,而脉冲激光焊则由于输入到焊件表面的能量是间断不连续的,因此每个脉冲光斑作用到焊接工件表面则形成一个圆形焊点,根据其激光器参数的变化可得到不同形貌的焊缝。按激光聚焦后光斑功率密度的不同,激光焊可分为热导焊和深熔焊。
1、激光热导焊
激光热导焊作用在工件表面的光斑功率密度较低,一般小于105W/cm2。激光将能量输送到焊接工件表面,使得金属表面加热到熔点与沸点之间。金属材料表面将所吸收的光能转化为热能使其金属表面温度不断升高而熔化,再以热传导方式将热能传向金属内部,使熔化区域逐渐扩大,冷却后形成焊点或焊缝,这种焊接原理类似于钨极氩弧焊(TIG),被称为热导焊。
2、激光深熔焊(小孔焊)
当作用到金属表面的激光功率密度大于105W/cm2时,高功率的激光束作用到金属材料表面引起局部熔化并形成“小孔”,激光束通过“小孔”深入到熔池内部,而金属则在小孔前方熔化,熔融金属绕过小孔流向后方,重新凝固后形成焊缝。
联系电话是0755-28432309, 主要经营大粤激光科技(深圳)有限公司是国内专业从事精密激光焊接和高精度激光打标设备的制造商,生产销售具有*水平的精密激光焊接机和高精度激光打标机,是国内制造激光焊接、打标设备的品牌企业。 大粤激光科技(深圳)有限公司本着“品质、创新、高效 、服务”的经营理念,立志成为国内外激光加工设备的品牌供应商,为国内外广大用户提供优质的产品和高效的服务。公司目前在国内设有五个营销片区8个销售办事处。
单位注册资金单位注册资金人民币 100 万元以下。
- 产品分类
- 激光焊接机 激光雕刻机 激光打标机 激光切割机 专业生产激光加工设备制造商
{kind=link}