


- 2335
- 产品价格:面议
- 发货地址:山东潍坊 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:136630600公司编号:13827888
- 段经理 销售经理 微信 13006562205
- 进入店铺 在线留言 QQ咨询 在线询价
潍坊配电箱外框冷弯成型机组
- 相关产品:
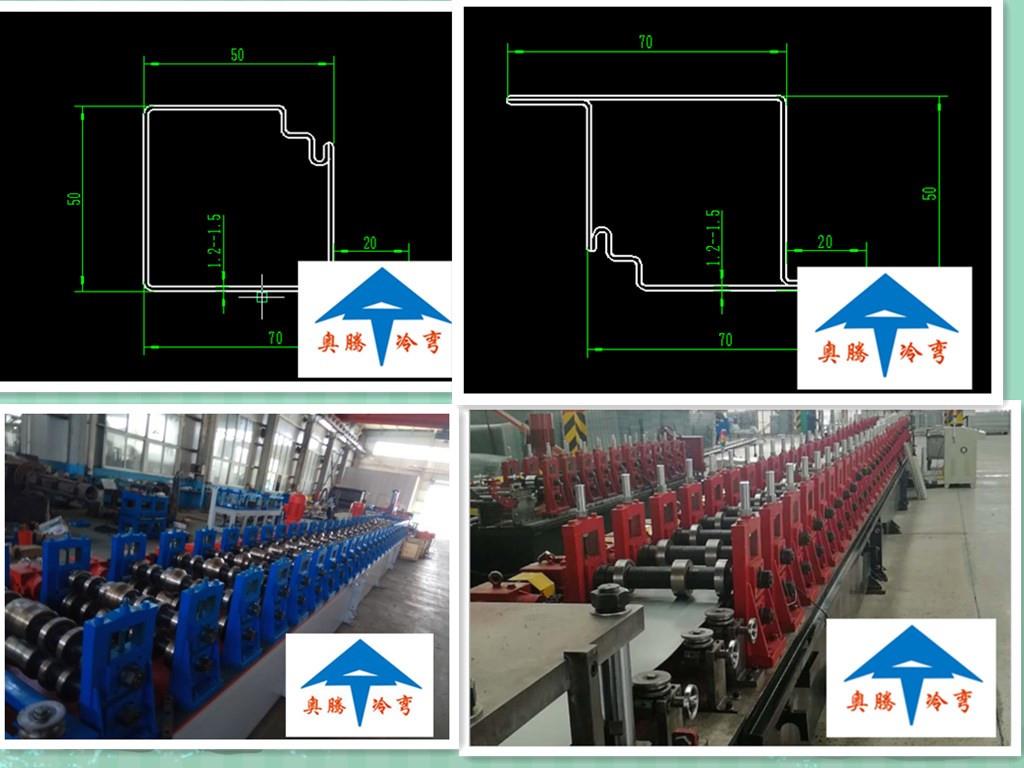
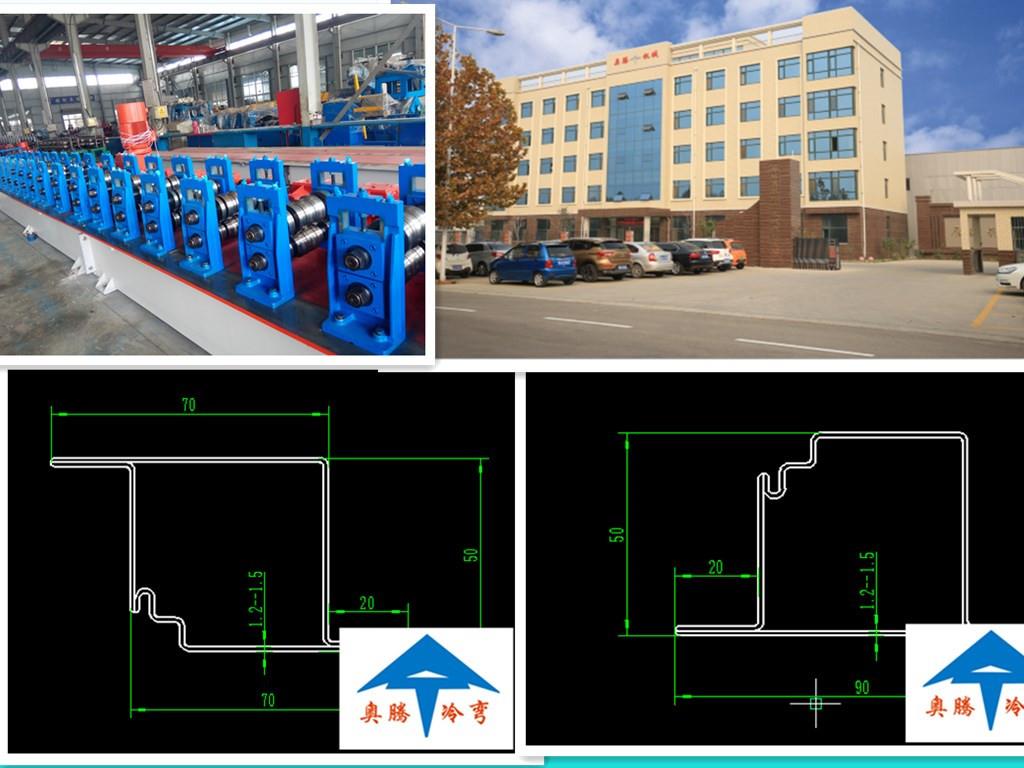
配电箱箱体冷弯成型设备工艺流程:
上料(将带钢放置在开卷机上) —板料校平送料(此处是校平送料机,带动力)—伺服送料液压冲孔(有伺服系统控制尺寸精度,实现打孔、切角功能)—冷弯成型(主机部分,实现翻边折弯)—成型后折弯(折成框体)—液压自动切断—卸料。
设备结构部分说明:
1.我们的配电箱箱体冷弯成型设备有两种结构可选择,双悬臂结构可任意调节板型宽度,调整方便快速,一台设备可生产多种电箱产品,适应性强;龙门式结构通过调整隔套也可实现多种电箱产品的生产,性价比高。
2.伺服送料液压冲孔装置可依据客户需求定制冲头形式和数量,冲孔精度稳定可靠;
3.成型后自动折弯机构可实现不停机折弯,连续工作,配合自动液压切断,操作人员仅需一人卸料即可;
技术参数:
1.生产速度:每分钟2个左右。
2.宽度、高度、深度可以实现调节生产。
3.轧制厚度:0.8-1.2mm(可定制)。
4.折弯处对接缝隙≤1mm。
Feeding (placing strip steel on uncoiling chine)-plate leveling and feeding (this is leveling feeder, belt power)-servo feed hydraulic punching (servo system controls dimensional accuracy to achieve perforation, Angle function)-cold forming (in part, flanging and bending)-after forming (frame)-hydraulic autotic cutting-unloading.
Equipment structure section deion:
1. Our distribution box cold forming equipment has two kinds of structure to choose, the double cantilever structure can arbitrarily adjust the plate width, the adjustment is convenient and fast, one equipment can produce ny kinds of electric box products, the adaptability is strong; The gantry type structure can also realize the production of ny kinds of electric box products by adjusting the cer sleeve, with high perfornce and price ratio.
2. Servo feed hydraulic punching device can customize the form and quantity of punch according to customer's dend, and the punching precision is stable and reliable.
3. After forming the autotic bending mechani can achieve no stop bending, continuous work, with autotic hydraulic cutting, the operator only need one person to unload the terial;
Technical parameters:
1. Production rate: about 2 per minute.
2. Width, height and depth can be adjusted for production.
3. Rolling thickness: 0.8-1.2 mm (customizable).
4. The joint gap at the bend is less than 1 mm.
配电(power distribution)是在电力系统中直接与用户相连并向用户分配电能的环节。配电系统由配电变电所、高压配电线路、配电变压器、低压配电线路以及相应的控制保护设备组成。
配电系统由配电变电所(通常是将电网的输电电压降为配电电压)、高压配电线路(即1千伏以上电压)、配电变压器、低压配电线路(1千伏以下电压)以及相应的控制保护设备组成。配电电压通常有35~60千伏和3~10千伏等。





{kind=link}