

- 1414
- 产品价格:9999.00 元/套 起
- 发货地址:山东潍坊潍城区 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:130060767公司编号:14582956
- 王振友 经理 微信 18053628930
- 进入店铺 在线留言 QQ咨询 在线询价
配电箱成型生产设备厂 自动成型 炜桦冷弯机械
- 相关产品:
高低压配电工程顾名思义就是接高压配电柜、低压开关柜和以及连接线缆的配电设备。一般供电局、变电所都是用高压配电柜,然后经变压器降压再到低压开关柜,低压开关柜再到各个用电的配电盘。控制箱、开关箱里面无非就是把一些开关、断路器、熔断器、按钮、指示灯、仪表、电线之类保护器件组装成一体的配电设备。
配电箱箱体冷弯成型设备的核心部件是轧辊模具,潍坊炜桦冷弯机械有限公司在轧辊制造方面,先由技术部进行专业的设计,经过严格审核后流转到生产部加工,我们采用的材料材质都是非常优质的,为**轧辊的 使用寿命,我们有着严格有序的加工流程,虽然繁琐一些,但是能够让客户用着放心舒心,一切也是值得的。具体的轧辊加工流程这里不便详细说明,您有兴趣的话可以找我们了解一下。
配电箱自动冷弯成型生产线为定制化设备,可根据客户的不同需求,集成生产所需的众多工艺,如自动换料机、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统。这些都将为提高生产能力带来巨大的附加值。其生产的冷弯成型生产线设备:轧制材料的材质包括冷轧钢带、热轧钢带、酸洗板(钢带)、彩钢板(钢带)、镀锌钢带和不锈钢带等;高精度成型机专业制造能处理0.2mm—12mm厚金属板材;生产出来的型材尺寸精度可以控制在0.05毫米以内,这在国内具有行业良好地位。
钢带厚度:1.0~2.0 mm
钢带宽度:≤500mm,
轧辊材质:GCr15 淬火HRC58°-62°
液压油型号:46#液压油
齿轮油型号:18#齿轮油
总电机功率:27kw
液压系统功率:3kw
承重钢带:3吨
主要轧辊数量:18
切断尺寸公差:≤ ±0.5mm(长≤3000mm)
切断模具材质: Cr12MoV
气源:0.5m³/Min;压力为0.7MPa

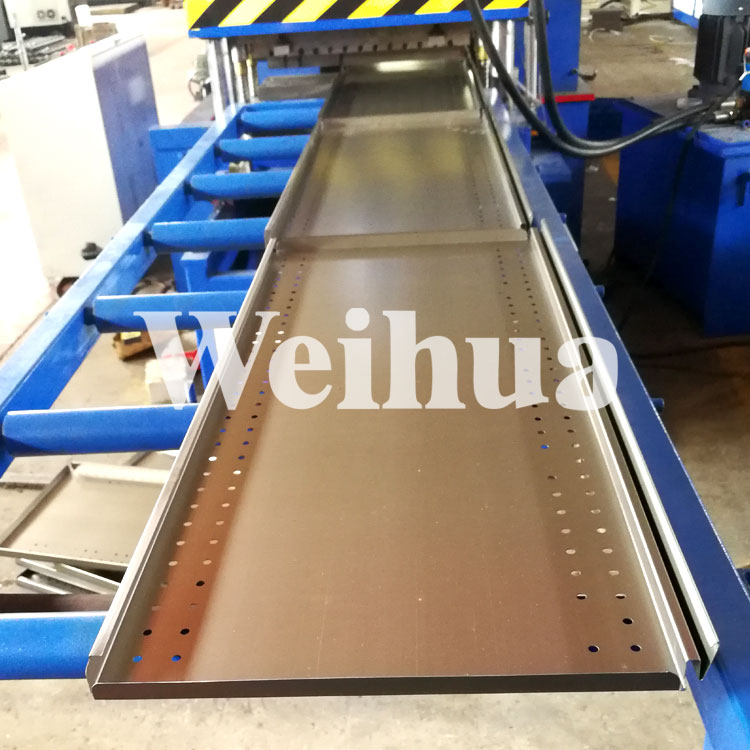
电气柜外框冲孔折弯一次成型生产设备,配电柜成型机,动力柜C线外框全自动生产线
我公司生产的电气柜成型设备、电门箱生产设备有以下几个优点:“炜桦冷弯”提供的电表箱一次成型生产线为定制设备,可根据客户的不同需求,集成生产所需的众多工艺,如自动换料机、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统。这些都将为生产能力和产品品质带来较大提高。我公司还生产各种高精度异型材全自动化冷弯成型设备,能处理0.2mm—12mm厚金属板材;生产出来的型材尺寸精度可以控制在0.05毫米以内,这在国内具有行业良好地位。
电气柜外壳一次成型设备,电气柜外框一次成型机。
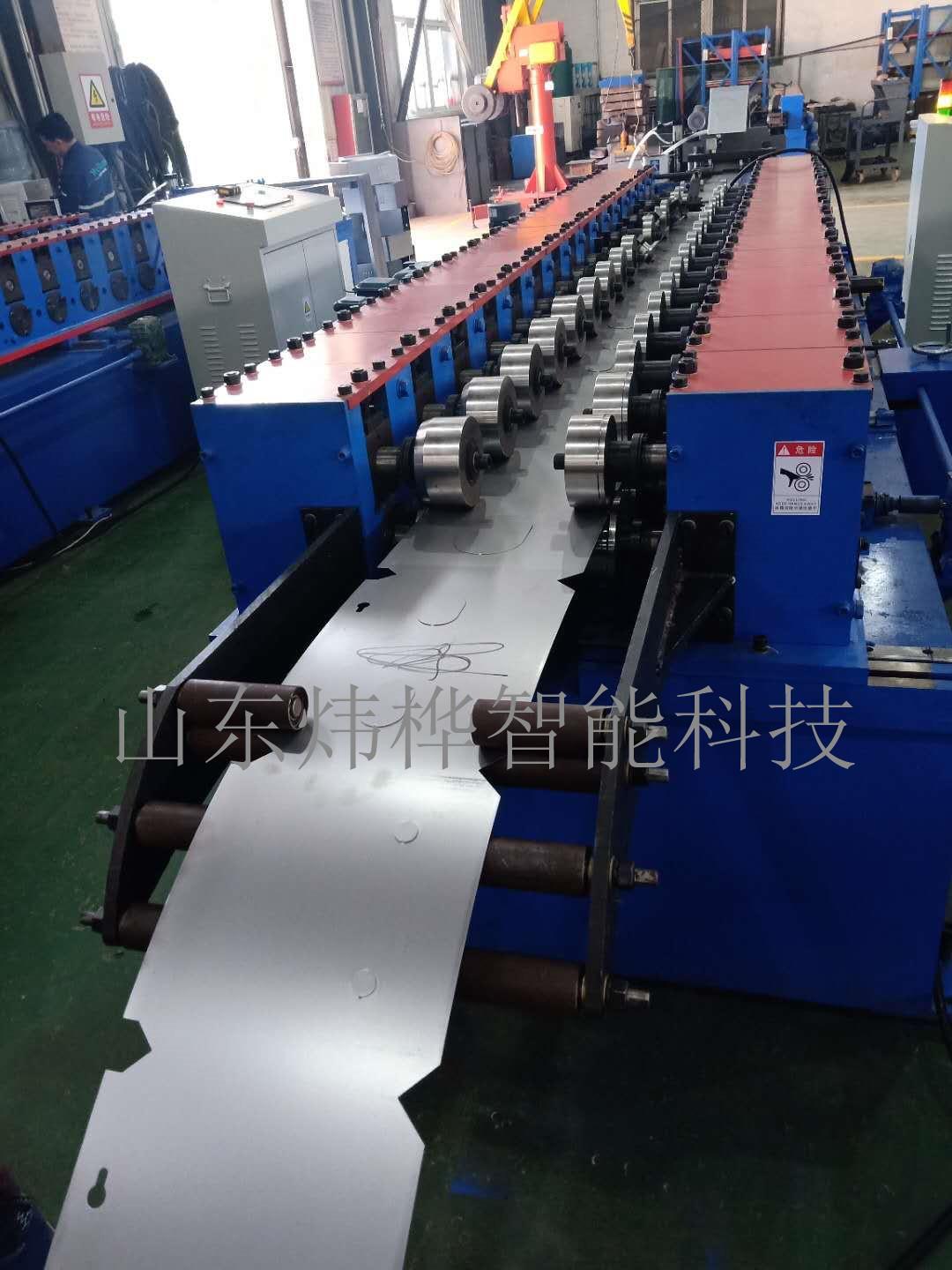
电气柜一次成型生产线主要由:自动放料机—校平—送料部分—连续冲孔部分—成型部分—定尺切断部分—自动折弯—收料台、电气控制柜等部件组成
各种型号电气柜外框冷弯生产设备电气柜型材生产设备主要参数:
材料规格:Q235
生产速度:0-8m/min
切断方式:液压切断
电压参数:380V/415V,50Hz,3相
电气控制:PLC
驱动电机:变频电机驱动
钢带厚度:2.5mm(视型材而定)
钢带宽度:≤500mm,
轧辊材质:GCr15淬火HRC58°-62°
液压油型号:46#液压油
齿轮油型号:18#齿轮油
总电机功率:27kw
液压系统功率:3kw
承重钢带:3吨
主要轧辊数量:18(视型材而定)
切断尺寸公差:≤±0.5mm(长≤3000mm)
切断模具材质:Cr12MoV
气源:0.5m3/Min;压力为0.7MPa

设备简介:
生产线占地:23500×22000×18500(长×宽×高)mm
装机总功率:20kw左右
生产速度:100-120个左右/小时

高低压配电工程一般按照在全部和部分带电的盘上进行其过程周的操作规范:
1.应将检修设备与运行设备以明显标志隔开;
2.有电流互感器和电压互感器的二次绕组应有*性的、可靠的保护接地;
3.在运行的电流互感器二次回路上工作时,应采取下列安全措施:
(1)为了可靠地将电流互感器二次线圈短路,必须使用短路片和短路线,禁止使用导线缠绕;
(2)禁止在电流互感器与短路端子之间的回路和导线上进行任何工作;在运行中的电压互感器二次回路上工作时,应采取下列安全措施:
(1)二次回路通电试验时,为防止由二次侧向一次反变压,除将二次回路断开外,还应取下一次熔断器;
(2)回路通电或耐压试验前,应通知值班员和有关人员,并派人看守现场,检查回路,确认无人工作后方可加压;
5.检查断电保护和二次 回路的工作人员,未经值班人员许可,不准进行任何倒闸操作 。
炜桦凭借十六年的自动化设备设计制造经验,已成功研发出开关柜冷弯生产设备,此条线能一次性直接产出开关柜的柜体框架,线下把背板焊接上就可以了,较大节省人工,提高生产效率,降低企业的运营成本,这是对企业可持续性发展的有力条件。

配电箱箱体冷弯成型设备的核心部件是轧辊模具,潍坊炜桦冷弯机械有限公司在轧辊制造方面,先由技术部进行专业的设计,经过严格审核后流转到生产部加工,我们采用的材料材质都是非常优质的,为**轧辊的 使用寿命,我们有着严格有序的加工流程,虽然繁琐一些,但是能够让客户用着放心舒心,一切也是值得的。具体的轧辊加工流程这里不便详细说明,您有兴趣的话可以找我们了解一下。
配电箱自动冷弯成型生产线为定制化设备,可根据客户的不同需求,集成生产所需的众多工艺,如自动换料机、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统。这些都将为提高生产能力带来巨大的附加值。其生产的冷弯成型生产线设备:轧制材料的材质包括冷轧钢带、热轧钢带、酸洗板(钢带)、彩钢板(钢带)、镀锌钢带和不锈钢带等;高精度成型机专业制造能处理0.2mm—12mm厚金属板材;生产出来的型材尺寸精度可以控制在0.05毫米以内,这在国内具有行业良好地位。
钢带厚度:1.0~2.0 mm
钢带宽度:≤500mm,
轧辊材质:GCr15 淬火HRC58°-62°
液压油型号:46#液压油
齿轮油型号:18#齿轮油
总电机功率:27kw
液压系统功率:3kw
承重钢带:3吨
主要轧辊数量:18
切断尺寸公差:≤ ±0.5mm(长≤3000mm)
切断模具材质: Cr12MoV
气源:0.5m³/Min;压力为0.7MPa

电气柜外框冲孔折弯一次成型生产设备,配电柜成型机,动力柜C线外框全自动生产线
我公司生产的电气柜成型设备、电门箱生产设备有以下几个优点:“炜桦冷弯”提供的电表箱一次成型生产线为定制设备,可根据客户的不同需求,集成生产所需的众多工艺,如自动换料机、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统。这些都将为生产能力和产品品质带来较大提高。我公司还生产各种高精度异型材全自动化冷弯成型设备,能处理0.2mm—12mm厚金属板材;生产出来的型材尺寸精度可以控制在0.05毫米以内,这在国内具有行业良好地位。
电气柜外壳一次成型设备,电气柜外框一次成型机。
电气柜一次成型生产线主要由:自动放料机—校平—送料部分—连续冲孔部分—成型部分—定尺切断部分—自动折弯—收料台、电气控制柜等部件组成
各种型号电气柜外框冷弯生产设备电气柜型材生产设备主要参数:
材料规格:Q235
生产速度:0-8m/min
切断方式:液压切断
电压参数:380V/415V,50Hz,3相
电气控制:PLC
驱动电机:变频电机驱动
钢带厚度:2.5mm(视型材而定)
钢带宽度:≤500mm,
轧辊材质:GCr15淬火HRC58°-62°
液压油型号:46#液压油
齿轮油型号:18#齿轮油
总电机功率:27kw
液压系统功率:3kw
承重钢带:3吨
主要轧辊数量:18(视型材而定)
切断尺寸公差:≤±0.5mm(长≤3000mm)
切断模具材质:Cr12MoV
气源:0.5m3/Min;压力为0.7MPa

设备简介:
生产线占地:23500×22000×18500(长×宽×高)mm
装机总功率:20kw左右
生产速度:100-120个左右/小时

高低压配电工程一般按照在全部和部分带电的盘上进行其过程周的操作规范:
1.应将检修设备与运行设备以明显标志隔开;
2.有电流互感器和电压互感器的二次绕组应有*性的、可靠的保护接地;
3.在运行的电流互感器二次回路上工作时,应采取下列安全措施:
(1)为了可靠地将电流互感器二次线圈短路,必须使用短路片和短路线,禁止使用导线缠绕;
(2)禁止在电流互感器与短路端子之间的回路和导线上进行任何工作;在运行中的电压互感器二次回路上工作时,应采取下列安全措施:
(1)二次回路通电试验时,为防止由二次侧向一次反变压,除将二次回路断开外,还应取下一次熔断器;
(2)回路通电或耐压试验前,应通知值班员和有关人员,并派人看守现场,检查回路,确认无人工作后方可加压;
5.检查断电保护和二次 回路的工作人员,未经值班人员许可,不准进行任何倒闸操作 。
炜桦凭借十六年的自动化设备设计制造经验,已成功研发出开关柜冷弯生产设备,此条线能一次性直接产出开关柜的柜体框架,线下把背板焊接上就可以了,较大节省人工,提高生产效率,降低企业的运营成本,这是对企业可持续性发展的有力条件。










{kind=link}