


- 1440
- 产品价格:108000.00 元/台 起
- 发货地址:广东深圳宝安区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:113174640公司编号:14590769
- 张斌 微信 13424439633
- 进入店铺 在线留言 QQ咨询 在线询价
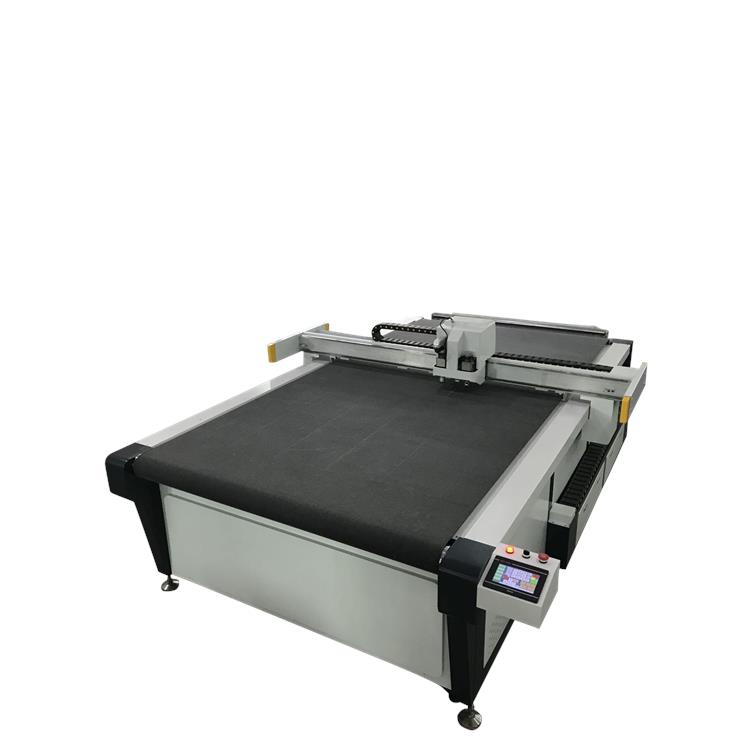
庆阳圆模刀模雕铣机 深圳特思德
- 相关产品:
庆阳圆模刀模雕铣机
圆模刀模模切介绍
圆压圆模切刀具具有以下优点:
1.效率高
圆压圆模切刀具比平压平模切刀具效率更高,在单品种、大批量的烟包、药包、纸杯、不干胶、牛奶包、纸质饮料包装等产品上显示出明显优势。的模切
2.模切精度高
圆压圆模切精度可达±0.10mm,对一些高精度的产品只有用圆压圆模切刀具加工才能达到要求。
3.纸张利用率高,废料少
由于采用圆压圆模切刀具,不用像平压平模切刀具那样要留叼口,因此可以使排版更紧密凹印,并可采用交叉排版,纸张的利用率更高。在原材料价格日益高涨的今天,更显示出它的优势。
4.圆压圆相比平压模切刀具更加耐用,模切数量更大。
因此,现在市场圆模刀模的应该的得到了迅猛的发展。
雕铣机(CNC engraving and milling machine)它是数控机床的一种。一般认为雕铣机是使用小刀具、大功率和高速主轴电机的数控铣床。雕刻机的优势在雕,如果加工材料硬度比较大也会显得力不从心。雕铣机的出现可以说填补了两者之间的空白。

特思德助您轻松组建激光刀模厂
一、特思德激光是专业的激光刀模设备供应商,专业研发生产激光刀模机,自动弯刀机,激光刀模设备。设备价格不再让您望而生畏,较低只需十几万元便可轻松组建您的激光刀模厂(刀模车间),业务饱满情况下几个月便可收回投资。
二、我公司负责全套设备输出,上门安装调试,培训技术人员,终身上门维修设备。让您轻松投资,放心使用,没有后顾之忧。
包装业涉及到人民生活的各个方面,在我国具有十分广阔的市场。随着社会经济的飞速发展,商品的包装越来越被客户和供应商所重视。外包装的设计和制造质量为商品的市场竞争起在着越来越重要的作用。“货买一张皮”,已成为产品销售的必要条件,在市场销售中已形成基本共识。众所周知,在包装产品所有的印后工序中,刀模板的质量决定了外包装物的精度和外观质量。早期产品为达到商品包装的目的,在不考虑包装外观及成型质量的前提下,对于刀模板普遍采取传统的机械线锯缝隙加工。这种加工成本低,设备一次性投入少,因此非常普及。但其加工速度慢,精度低,复杂图形无法加工,较大的影响了刀模制作和后续工序的工作效率,同时成品误差较大,质量方面难以保证。因此欧美发达国家已经基本上淘汰了这种手工刀模的制作方式,全部更新为用激光刀模机和自动弯刀机制作。随着中国加入WTO和经济**化发展,国内市场上消费者对商品包装的要求不断提高,更加趋于精密,个性以及多样化。正是这种需求,使激光刀模代替传统手工制模成为必然的发展趋势。
怎样管理好一个模切车间?
模切车间的设备投入资金和管理复杂程度仅次于印刷车间,质量控制也相对容易一些。对于纸盒包装印刷企业模切车间的管理,我们需要做好4个方面的工作:把控模切质量、提高模切效率、杜绝工伤事故的发生、培训和管理操作人员。
如何把控模切质量?
1.做好4道检验
(1)互检。即对上道工序交接下来的待模切产品进行检查确认,只有检查合格,才能开始模切加工。
(2)首件检验。即对校版后正式生产的**张产品,按照模切工序的检验标准进行全面检查,并由品管人员和车间生产管理人员确认签样。
(3)巡检。即在生产过程中,由专职品管人员和车间管理人员对产品进行抽样检验,若发现异常,应及时纠正和改善。
(4)自检。即一般每次模切200张左右后,操作人员就要对模切产品进行一次全面的检查,若发现异常,应及时纠正和改善。
2.注意6项控制要点
(1)检查确认模切刀版是否安装正确,以及各种刀线和压痕线是否准确。
(2)检查模切压力是否准确,避免因模切压力不均而产生模切不透、爆线等质量问题。
(3)检查模切规格是否准确,在此项检查中,一定要结合后工序的成型规格来检查。例如,对于后工序为糊盒的模切产品,一定要将模切好的产品粘盒成型,以此来检查模切规格是否准确;对于后工序为精品盒制作的模切产品,一定要将模切面纸与还未贴覆面纸的精品盒进行比对,以此来检查模切面纸各部位的搭边和配合是否合理;如果一套产品由多个部件构成,一定要对所有部件进行配套检查,绝不能只是孤立地检查某个部件的规格。
(4)考虑是否有利于后工序的生产。例如,竖瓦楞盒能否在全自动糊盒机上顺利生产,80%的因素取决于模切质量,可见,模切质量对后工序生产效率的影响非常大。
(5)检查多款同规格产品合拼的产品(如卡牌等)模切质量时,一定要做好模切后防混款的工作。
(6)检查模切机的模切钢板是否平整,因为模切后产品边缘的毛边往往都是因模切钢板不平整(有很多细小的凹线)而造成的。
如何提高模切效率?
从模切速度来看,全自动模切机的模切速度一般为3000~7000张/小时,半自动模切机的模切速度一般为800~1200张/小时。
从校版时间来看,半自动模切机与全自动模切机的校版时间差不多。对技术熟练程度一般的机长来说,单模产品的校版时间一般为半小时左右,2~4模产品的校版时间一般为1小时左右,5~8模产品的校版时间一般为2小时左右,9~12模产品的校版时间一般为3小时左右,12模以上产品的校版时间一般为4小时左右。校版时间的长短还与机长的技术熟练程度有很大关系,对于同一款模切产品,一个技术非常熟练的机长可能只需花费1小时左右的校版时间,而一个操作不太熟练的机长可能需要花费2小时以上的校版时间。
由此可见,校版占用了模切工序的大部分时间,而模切速度一般在机器设计阶段就已经设定好了,不太可能再提高,因此要想提高模切效率,减少校版时间较为有效。以下为我公司在减少校版时间方面的一些经验,供业内人士参考。
(1)校版前先检查好模切刀版,较好固定专机和专人上机测试。
(2)对于需要长期翻单的长线产品,应提前备足底模,**次模切后留好相应的底模,*二次模切时就能节省校版时间。
(3)分工合作,由一些技术非常熟练的专业人员从事校版或校版的指导工作,而由技术水平稍逊的人员专门负责模切操作。
效率和质量是相互影响的,因此,要想提高模切效率,必须控制好模切质量,降低异常问题的发生频率,减少异常问题的处理时间。
如何杜绝工伤事故的发生?
模切工序是工伤事故多发的环节之一,因此在模切过程中应做好以下工作。
(1)管理人员每天都应进行监督检查,要求操作人员按照标准规程操作机器。
(2)全张或**全张模切机在校版时一定要断开电源,以防意外事故的发生。
(3)每次开机前,每班机长都必须检查确认每个制动开关和保险开关是否灵活、有效,一旦发现异常问题,必须及时排除,同时经过主管检查确认后才能继续开机生产。
(4)操作人员进行模切操作时,应戴好相关防护用具,并把拆下的模切刀版存放好,以免误伤现场人员。
如何培训和管理操作人员?
模切操作人员的培训和管理并没有太多特别之处,但需要注意的一点是,模切车间(特别是半自动模切机较多的模切车间)的操作人员中技工较多,而技工的管理与普通员工的管理是有一定差别的。主要差别在于,模切车间管理人员中一定要有模切技术出身且技术非常熟练、能给大部分机长提供技术培训和指导的人员,因为只有在这种人员的管理之下,才能提高机长的操作技能,使他们能够真正解决一些技术难题,提高工作效率,这样一来,他们也能从中体会到工作的价值,并得到更好的薪酬待遇。
以上4个方面是模切车间管理的主要工作,如果要对模切车间进行绩效考核,也需要根据这4个方面来制定合理的绩效考核方案。只要在模切车间管理中能把这4个方面的工作做好,模切工序的效益和价值就会突显出来。

圆压圆的应用和发展
圆压圆模切刀辊较早应用于印刷行业,尤其是烟包印刷包装业,是一种替代平压平冲裁加工的高效率的模切刀具。九十年代以前,国内尚无此类产品的生产技术,主要是通过成套进口欧洲的印刷生产线的同时进口配套刀具。九十年代以后国内开始有一些企业在消化吸收国外圆压圆模切刀具技术的基础上,开始研发生产。圆压圆模切刀具应用于手机配件制造业也较早出现在欧洲国家,随着摩托罗拉、诺基亚、爱立信等**主要手机制造业成员将生产基地转移到中国,胶黏配件圆压圆模切辊的需求也逐渐的增加。但是较早这一类模切刀具的企业主要还是依靠进口,不仅成本高而且周期长,不能满足客户需求特性。2002年,瑞典TRADEX公司开始在北京寻找模切刀具的供应商,由此才发展起来了国内企业胶黏配件圆压圆模切辊的生产加工技术。
圆压圆胶黏配件模切刀辊是一种在圆轴上运用类似雕刻的方式加工的较为特殊的模具类产品,它是一种替代平压平冲裁加工的高效率的模切刀具,其技术关键点和难点在于制造工艺复杂。
(1)单件模切刀辊加工精度要求很高。单件模切辊加工的产品尺寸精度要求在0.02mm,由平面图形准确地转换为立体加工,在设备程序的处理方面具有很强的专业性。
(2)在同一支刀辊上会出现3~4层不同要求的刀刃,刀刃间高低差只有几丝,且同层刀刃高度一致性要求都在0.002mm。
(3)配套刀辊套准要求精度高。由于此类刀具所要加工产品的特殊性,常常是几把刀同时在一条线上依次模切不同的部位,因此对成套刀具的套准精度要求是非常高的,成套的不同的刀辊要求同一个定位精度,误差要求在0.02mm以内。
(4)超硬加工。由于刀辊精度要求很高,所以较后的成型加工都是在热处理之后,这种超硬加工技术对刀具的选择,加工工艺的选择都是需要经过科学的探索,要求技术人员对刀具和设备都具有非常高的认知度。
(5)由于刀具加工成型后刃宽仅有0.005mm~0.02mm,模切产品时底辊是刚性物质,如何解决刀具高硬度、高韧性、低变形的矛盾,刀辊的热处理工艺也是十分关键的技术。
(6)钢、塑结合加工的胶黏配件提取辊技术为国内**。
(7)由于每一支刀辊图形和模切的产品配料都不完全一样,每一支刀辊几乎都是新产品,所以对设计能力和工艺应变能力的要求很高。

印刷机械行业的发展趋势
近年来,由于纸箱生产企业的纸箱印刷普遍采用水性印刷开槽机,使得水性印刷开槽机市场得以迅猛发展。水性印刷开槽机后道工序是今后发展的重点,发展趋势就是研发印刷、模切。大中小纸箱生产企业对设备的需求,是由企业生产的产品、企业规模和经济实力决定的。所以,生产包装印刷机械的企业必须分别对待,力争既能满足大型企业生产高档纸箱产品的需求,又能满足中小企业生产中低档纸箱产品的要求,实现高、中、低档产品全面发展。
印刷开槽机的市场需求定位
**,以中低档产品满足中小纸箱企业。中小企业大部分是三级厂,以购买纸板生产纸箱为主,产品单一、批量小、色彩少,大多选择购买单色、双色水性印刷开槽机或不带开槽的印刷机,而且一般选择价格较低的手动链条或电动链条机即能满足需求。即使有的企业购买三色水性印刷开槽机,仍然选择手动或电动机,虽然校版与车速较慢,但由于符合三级厂实际生产情况而具有广泛的市场。*二,以高档产品满足大型企业。大型纸箱生产企业年销售额在1亿元以上,企业规模大,产品结构复杂,产品品种规格多、批量大,质量要求高,客户大多数是国内**生产企业,需要的是受消费者欢迎的高档纸箱。因此,一般选用高速、高精度、全自动水性印刷开槽机或水性印刷模切机,以达到套色准确、色彩鲜艳、真实感强、网线美观的要求,使包装箱与产品相匹配。
水性印刷开槽机的发展趋势
目前,先进国家如美国、日本、法国、意大利、德国等纸箱生产实现了两条龙生产工艺,而我国目前只实现了一条龙生产工艺。如瓦楞纸板生产线只是把原来比较落后的几道工艺合并为瓦楞纸板生产线工艺,基本上实现了合并后连续化生产,纸板质量有所提高。瓦楞纸板生产线前道工序的生产,基本上实现了机械化,但后道工序仍然分为印刷、开槽、分切、钉箱、打包几道工序。水性印刷开槽机虽然解决了印刷、开槽,分切、模切、钉箱,但打包仍然需要分开。目前,后道工序一条龙生产工艺我国还没有研发成功,设备基本上依*进口。因此,水性印刷开槽机后道工序是今后发展的重点,发展趋势就是研发印刷、模切、粘箱、捆扎一条龙生产工艺,实现自动化、连续化生产。
瓦楞纸箱水墨印刷工艺中常见问题及解决方案
**,印刷重影和漏白。这是在生产过程中经常出现的两个问题。印刷图案或文字周围出现重影,是因为网纹辊与印版的压力过大引起的;印字前部边缘出现重影,则是因为印刷滚筒与压印辊之间的压力过大引起;大面积印刷透底、漏白又是由于印刷辊与压印辊压力不够所产生。解决印刷重影问题应当调整网纹辊和版辊之间的间隙和压力(俗称上压力)。重影是因为上压力过大,网纹辊挤压印刷版(指柔性版)变形产生,因此要增加两辊的间隙,相应减少压力;解决印刷漏白问题则应调整版辊与压印辊之间的间隙和压力(俗称下压力)。由于版辊和压印辊间隙过大,遇大面积印刷产生不实,这就需要加大下压力。另外,印刷版不平整、版衬、印版硬度等质量都会影响到上述问题的产生,应进行局部调整。
*二,多色印刷套印不准。这也是印刷行业普遍存在的问题。它是因多方面因素构成,多色印刷开槽机本身版辊的位置与精度,进纸辊、牵引辊的调整,牵引带的使用,印版排列的准确性以及纸板翘曲等问题均会对套印效果产生直接的影响。解决多色印刷套印不准的问题,首先,每种颜色的版辊部应比**个压力稍大一些,这样才能使所有颜色上施加的压力相等;其次,注意调整每部印刷机的前部和后部均有进纸辊和牵引辊的间隙和位置,特别是在纸板宽度过窄时。如遇局部套色,还应在每个印版边缘加两条牵引带以保证纸板在印刷过程中平稳过渡;再有,由于瓦楞纸板翘曲程度的不同,必要时应重新更换纸板,同时必须保证平整。
圆压圆模切刀具具有以下优点:
1.效率高
圆压圆模切刀具比平压平模切刀具效率更高,在单品种、大批量的烟包、药包、纸杯、不干胶、牛奶包、纸质饮料包装等产品上显示出明显优势。的模切
2.模切精度高
圆压圆模切精度可达±0.10mm,对一些高精度的产品只有用圆压圆模切刀具加工才能达到要求。
3.纸张利用率高,废料少
由于采用圆压圆模切刀具,不用像平压平模切刀具那样要留叼口,因此可以使排版更紧密凹印,并可采用交叉排版,纸张的利用率更高。在原材料价格日益高涨的今天,更显示出它的优势。
4.圆压圆相比平压模切刀具更加耐用,模切数量更大。
因此,现在市场圆模刀模的应该的得到了迅猛的发展。
雕铣机(CNC engraving and milling machine)它是数控机床的一种。一般认为雕铣机是使用小刀具、大功率和高速主轴电机的数控铣床。雕刻机的优势在雕,如果加工材料硬度比较大也会显得力不从心。雕铣机的出现可以说填补了两者之间的空白。

特思德助您轻松组建激光刀模厂
一、特思德激光是专业的激光刀模设备供应商,专业研发生产激光刀模机,自动弯刀机,激光刀模设备。设备价格不再让您望而生畏,较低只需十几万元便可轻松组建您的激光刀模厂(刀模车间),业务饱满情况下几个月便可收回投资。
二、我公司负责全套设备输出,上门安装调试,培训技术人员,终身上门维修设备。让您轻松投资,放心使用,没有后顾之忧。
包装业涉及到人民生活的各个方面,在我国具有十分广阔的市场。随着社会经济的飞速发展,商品的包装越来越被客户和供应商所重视。外包装的设计和制造质量为商品的市场竞争起在着越来越重要的作用。“货买一张皮”,已成为产品销售的必要条件,在市场销售中已形成基本共识。众所周知,在包装产品所有的印后工序中,刀模板的质量决定了外包装物的精度和外观质量。早期产品为达到商品包装的目的,在不考虑包装外观及成型质量的前提下,对于刀模板普遍采取传统的机械线锯缝隙加工。这种加工成本低,设备一次性投入少,因此非常普及。但其加工速度慢,精度低,复杂图形无法加工,较大的影响了刀模制作和后续工序的工作效率,同时成品误差较大,质量方面难以保证。因此欧美发达国家已经基本上淘汰了这种手工刀模的制作方式,全部更新为用激光刀模机和自动弯刀机制作。随着中国加入WTO和经济**化发展,国内市场上消费者对商品包装的要求不断提高,更加趋于精密,个性以及多样化。正是这种需求,使激光刀模代替传统手工制模成为必然的发展趋势。
怎样管理好一个模切车间?
模切车间的设备投入资金和管理复杂程度仅次于印刷车间,质量控制也相对容易一些。对于纸盒包装印刷企业模切车间的管理,我们需要做好4个方面的工作:把控模切质量、提高模切效率、杜绝工伤事故的发生、培训和管理操作人员。
如何把控模切质量?
1.做好4道检验
(1)互检。即对上道工序交接下来的待模切产品进行检查确认,只有检查合格,才能开始模切加工。
(2)首件检验。即对校版后正式生产的**张产品,按照模切工序的检验标准进行全面检查,并由品管人员和车间生产管理人员确认签样。
(3)巡检。即在生产过程中,由专职品管人员和车间管理人员对产品进行抽样检验,若发现异常,应及时纠正和改善。
(4)自检。即一般每次模切200张左右后,操作人员就要对模切产品进行一次全面的检查,若发现异常,应及时纠正和改善。
2.注意6项控制要点
(1)检查确认模切刀版是否安装正确,以及各种刀线和压痕线是否准确。
(2)检查模切压力是否准确,避免因模切压力不均而产生模切不透、爆线等质量问题。
(3)检查模切规格是否准确,在此项检查中,一定要结合后工序的成型规格来检查。例如,对于后工序为糊盒的模切产品,一定要将模切好的产品粘盒成型,以此来检查模切规格是否准确;对于后工序为精品盒制作的模切产品,一定要将模切面纸与还未贴覆面纸的精品盒进行比对,以此来检查模切面纸各部位的搭边和配合是否合理;如果一套产品由多个部件构成,一定要对所有部件进行配套检查,绝不能只是孤立地检查某个部件的规格。
(4)考虑是否有利于后工序的生产。例如,竖瓦楞盒能否在全自动糊盒机上顺利生产,80%的因素取决于模切质量,可见,模切质量对后工序生产效率的影响非常大。
(5)检查多款同规格产品合拼的产品(如卡牌等)模切质量时,一定要做好模切后防混款的工作。
(6)检查模切机的模切钢板是否平整,因为模切后产品边缘的毛边往往都是因模切钢板不平整(有很多细小的凹线)而造成的。
如何提高模切效率?
从模切速度来看,全自动模切机的模切速度一般为3000~7000张/小时,半自动模切机的模切速度一般为800~1200张/小时。
从校版时间来看,半自动模切机与全自动模切机的校版时间差不多。对技术熟练程度一般的机长来说,单模产品的校版时间一般为半小时左右,2~4模产品的校版时间一般为1小时左右,5~8模产品的校版时间一般为2小时左右,9~12模产品的校版时间一般为3小时左右,12模以上产品的校版时间一般为4小时左右。校版时间的长短还与机长的技术熟练程度有很大关系,对于同一款模切产品,一个技术非常熟练的机长可能只需花费1小时左右的校版时间,而一个操作不太熟练的机长可能需要花费2小时以上的校版时间。
由此可见,校版占用了模切工序的大部分时间,而模切速度一般在机器设计阶段就已经设定好了,不太可能再提高,因此要想提高模切效率,减少校版时间较为有效。以下为我公司在减少校版时间方面的一些经验,供业内人士参考。
(1)校版前先检查好模切刀版,较好固定专机和专人上机测试。
(2)对于需要长期翻单的长线产品,应提前备足底模,**次模切后留好相应的底模,*二次模切时就能节省校版时间。
(3)分工合作,由一些技术非常熟练的专业人员从事校版或校版的指导工作,而由技术水平稍逊的人员专门负责模切操作。
效率和质量是相互影响的,因此,要想提高模切效率,必须控制好模切质量,降低异常问题的发生频率,减少异常问题的处理时间。
如何杜绝工伤事故的发生?
模切工序是工伤事故多发的环节之一,因此在模切过程中应做好以下工作。
(1)管理人员每天都应进行监督检查,要求操作人员按照标准规程操作机器。
(2)全张或**全张模切机在校版时一定要断开电源,以防意外事故的发生。
(3)每次开机前,每班机长都必须检查确认每个制动开关和保险开关是否灵活、有效,一旦发现异常问题,必须及时排除,同时经过主管检查确认后才能继续开机生产。
(4)操作人员进行模切操作时,应戴好相关防护用具,并把拆下的模切刀版存放好,以免误伤现场人员。
如何培训和管理操作人员?
模切操作人员的培训和管理并没有太多特别之处,但需要注意的一点是,模切车间(特别是半自动模切机较多的模切车间)的操作人员中技工较多,而技工的管理与普通员工的管理是有一定差别的。主要差别在于,模切车间管理人员中一定要有模切技术出身且技术非常熟练、能给大部分机长提供技术培训和指导的人员,因为只有在这种人员的管理之下,才能提高机长的操作技能,使他们能够真正解决一些技术难题,提高工作效率,这样一来,他们也能从中体会到工作的价值,并得到更好的薪酬待遇。
以上4个方面是模切车间管理的主要工作,如果要对模切车间进行绩效考核,也需要根据这4个方面来制定合理的绩效考核方案。只要在模切车间管理中能把这4个方面的工作做好,模切工序的效益和价值就会突显出来。

圆压圆的应用和发展
圆压圆模切刀辊较早应用于印刷行业,尤其是烟包印刷包装业,是一种替代平压平冲裁加工的高效率的模切刀具。九十年代以前,国内尚无此类产品的生产技术,主要是通过成套进口欧洲的印刷生产线的同时进口配套刀具。九十年代以后国内开始有一些企业在消化吸收国外圆压圆模切刀具技术的基础上,开始研发生产。圆压圆模切刀具应用于手机配件制造业也较早出现在欧洲国家,随着摩托罗拉、诺基亚、爱立信等**主要手机制造业成员将生产基地转移到中国,胶黏配件圆压圆模切辊的需求也逐渐的增加。但是较早这一类模切刀具的企业主要还是依靠进口,不仅成本高而且周期长,不能满足客户需求特性。2002年,瑞典TRADEX公司开始在北京寻找模切刀具的供应商,由此才发展起来了国内企业胶黏配件圆压圆模切辊的生产加工技术。
圆压圆胶黏配件模切刀辊是一种在圆轴上运用类似雕刻的方式加工的较为特殊的模具类产品,它是一种替代平压平冲裁加工的高效率的模切刀具,其技术关键点和难点在于制造工艺复杂。
(1)单件模切刀辊加工精度要求很高。单件模切辊加工的产品尺寸精度要求在0.02mm,由平面图形准确地转换为立体加工,在设备程序的处理方面具有很强的专业性。
(2)在同一支刀辊上会出现3~4层不同要求的刀刃,刀刃间高低差只有几丝,且同层刀刃高度一致性要求都在0.002mm。
(3)配套刀辊套准要求精度高。由于此类刀具所要加工产品的特殊性,常常是几把刀同时在一条线上依次模切不同的部位,因此对成套刀具的套准精度要求是非常高的,成套的不同的刀辊要求同一个定位精度,误差要求在0.02mm以内。
(4)超硬加工。由于刀辊精度要求很高,所以较后的成型加工都是在热处理之后,这种超硬加工技术对刀具的选择,加工工艺的选择都是需要经过科学的探索,要求技术人员对刀具和设备都具有非常高的认知度。
(5)由于刀具加工成型后刃宽仅有0.005mm~0.02mm,模切产品时底辊是刚性物质,如何解决刀具高硬度、高韧性、低变形的矛盾,刀辊的热处理工艺也是十分关键的技术。
(6)钢、塑结合加工的胶黏配件提取辊技术为国内**。
(7)由于每一支刀辊图形和模切的产品配料都不完全一样,每一支刀辊几乎都是新产品,所以对设计能力和工艺应变能力的要求很高。

印刷机械行业的发展趋势
近年来,由于纸箱生产企业的纸箱印刷普遍采用水性印刷开槽机,使得水性印刷开槽机市场得以迅猛发展。水性印刷开槽机后道工序是今后发展的重点,发展趋势就是研发印刷、模切。大中小纸箱生产企业对设备的需求,是由企业生产的产品、企业规模和经济实力决定的。所以,生产包装印刷机械的企业必须分别对待,力争既能满足大型企业生产高档纸箱产品的需求,又能满足中小企业生产中低档纸箱产品的要求,实现高、中、低档产品全面发展。
印刷开槽机的市场需求定位
**,以中低档产品满足中小纸箱企业。中小企业大部分是三级厂,以购买纸板生产纸箱为主,产品单一、批量小、色彩少,大多选择购买单色、双色水性印刷开槽机或不带开槽的印刷机,而且一般选择价格较低的手动链条或电动链条机即能满足需求。即使有的企业购买三色水性印刷开槽机,仍然选择手动或电动机,虽然校版与车速较慢,但由于符合三级厂实际生产情况而具有广泛的市场。*二,以高档产品满足大型企业。大型纸箱生产企业年销售额在1亿元以上,企业规模大,产品结构复杂,产品品种规格多、批量大,质量要求高,客户大多数是国内**生产企业,需要的是受消费者欢迎的高档纸箱。因此,一般选用高速、高精度、全自动水性印刷开槽机或水性印刷模切机,以达到套色准确、色彩鲜艳、真实感强、网线美观的要求,使包装箱与产品相匹配。
水性印刷开槽机的发展趋势
目前,先进国家如美国、日本、法国、意大利、德国等纸箱生产实现了两条龙生产工艺,而我国目前只实现了一条龙生产工艺。如瓦楞纸板生产线只是把原来比较落后的几道工艺合并为瓦楞纸板生产线工艺,基本上实现了合并后连续化生产,纸板质量有所提高。瓦楞纸板生产线前道工序的生产,基本上实现了机械化,但后道工序仍然分为印刷、开槽、分切、钉箱、打包几道工序。水性印刷开槽机虽然解决了印刷、开槽,分切、模切、钉箱,但打包仍然需要分开。目前,后道工序一条龙生产工艺我国还没有研发成功,设备基本上依*进口。因此,水性印刷开槽机后道工序是今后发展的重点,发展趋势就是研发印刷、模切、粘箱、捆扎一条龙生产工艺,实现自动化、连续化生产。
瓦楞纸箱水墨印刷工艺中常见问题及解决方案
**,印刷重影和漏白。这是在生产过程中经常出现的两个问题。印刷图案或文字周围出现重影,是因为网纹辊与印版的压力过大引起的;印字前部边缘出现重影,则是因为印刷滚筒与压印辊之间的压力过大引起;大面积印刷透底、漏白又是由于印刷辊与压印辊压力不够所产生。解决印刷重影问题应当调整网纹辊和版辊之间的间隙和压力(俗称上压力)。重影是因为上压力过大,网纹辊挤压印刷版(指柔性版)变形产生,因此要增加两辊的间隙,相应减少压力;解决印刷漏白问题则应调整版辊与压印辊之间的间隙和压力(俗称下压力)。由于版辊和压印辊间隙过大,遇大面积印刷产生不实,这就需要加大下压力。另外,印刷版不平整、版衬、印版硬度等质量都会影响到上述问题的产生,应进行局部调整。
*二,多色印刷套印不准。这也是印刷行业普遍存在的问题。它是因多方面因素构成,多色印刷开槽机本身版辊的位置与精度,进纸辊、牵引辊的调整,牵引带的使用,印版排列的准确性以及纸板翘曲等问题均会对套印效果产生直接的影响。解决多色印刷套印不准的问题,首先,每种颜色的版辊部应比**个压力稍大一些,这样才能使所有颜色上施加的压力相等;其次,注意调整每部印刷机的前部和后部均有进纸辊和牵引辊的间隙和位置,特别是在纸板宽度过窄时。如遇局部套色,还应在每个印版边缘加两条牵引带以保证纸板在印刷过程中平稳过渡;再有,由于瓦楞纸板翘曲程度的不同,必要时应重新更换纸板,同时必须保证平整。









{kind=link}