- 1562
- 产品价格:面议
- 发货地址:广东佛山南海区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:93845590公司编号:8591743
- 农先生 经理 微信 186663753..
- 进入店铺 在线咨询 QQ咨询 在线询价
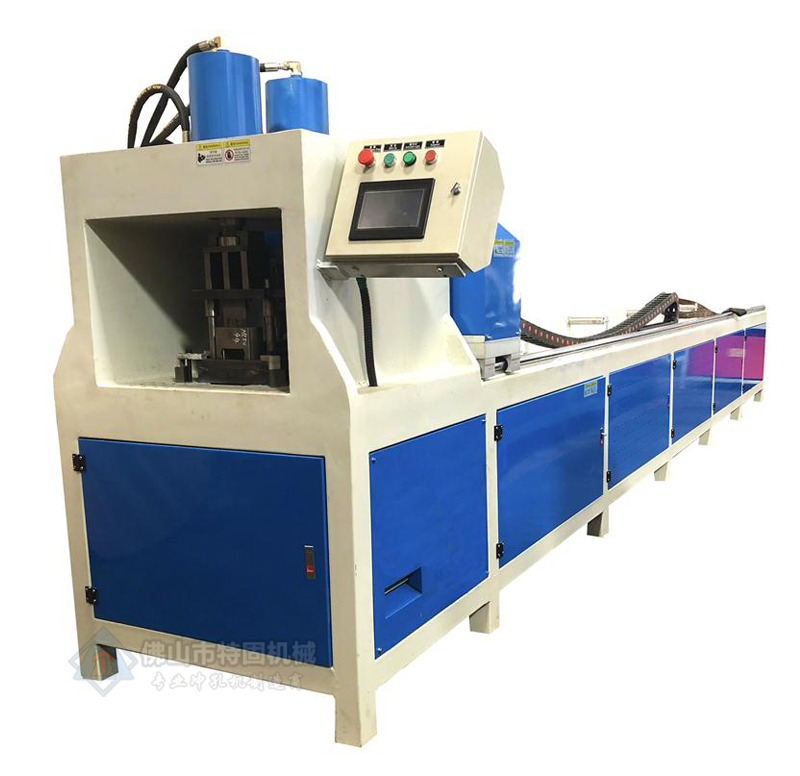
液压不锈钢冲孔机价格
- 相关产品:
钢结构自动冲孔机
全自动冲孔机调机教程
参数特点
全自动冲孔机
冲孔直径:5mm可定制
图像处理:HCF二维镜像综合处理系统(可加工任意孔形)
操作系统;windowsxp系统
靶型大小:max=0.5-5mm
最大功率:300W
照明光源:**高亮度LED上下投光多种光源
电源要求:AC220V单相+/-10% 50/60HZ 10A
气压要求:0.5-0.7mpa 60nl/min过滤干燥气源
外形:1000*620*1300
机体重量:200kg
性能特点
(1)适用于标牌铭板IMD IML薄膜开关菲林FPC软性线路;
(2)采用人体工学设计,精密载体搭配数位精密运动控制;
(3)机械采用直看直冲结构,*2次移位,上下模永远保持在同一直线运行,误差小,速度快,孔壁光滑无残留,模具寿命大大提高;
(4)XY轴独立控制,同时运行,通讯互不干扰,有效提升了加工精度跟工作效率;
(5)运用HCF二维镜像综合处理系统,影像处理较小解析度达0.1 PIXEL,瞬间准确快速的找出靶标中心(可加工任意孔形)具备二次扫描及残缺图形二维物理补偿功能.即使在靶形残缺变形时也能精确的冲孔;
(6)全屏全自动追踪定位,CCD放大约50倍介面直观,视野清晰;
(7)人机友好介面,方程式菜单操作,提供操作辅导及自检功能;
(8)低震动,低噪音,营造舒适良好的工作环境。
特点和优点
(1)采用不完全齿轮机构(如图3所示)作为间隙运动机构,当主动齿轮1转一周时,从动齿轮2转四分之一周,从动齿轮每转停歇四次。当从动齿轮停歇时,主动齿轮上的锁止弧与从动齿轮上的锁止弧互相配合锁住,以保证从动齿轮停歇在锁定位置。当电机高速旋转(图3)不完全齿轮机构时,主动齿轮角速度增大,从动齿轮的角速度亦增大,运转中惯性力增大,此时容易发生齿轮间卡死。为此我们在系统中增加了弹性阻尼系统(如图4所示)。
通过调节弹簧弹力大小来克服齿轮的惯性力。如需在高速下运行,齿轮的惯性力较大,则弹簧的弹力应加大,反之,则弹力应减小。 从而保证不完全齿轮能够在高速中正常运行。
(2)此机构利用冲孔模具的导向作用,省去了冲床的滑块机构;因冲裁力较小,省去了冲床的飞轮机构,因而整个机构得到简化,加工方便。
(3)模具通常垂直安装在冲床上完成冲压任务。而本机构利用现有模
架,并且考虑到从振动料斗出来的保险管帽是水平的,应而将冲孔模具水平放置即水平方向完成冲孔任务。
(4)此机构自身就是一部小冲床和送料机构,解决了占用其它冲床的矛盾。
(5)以往的生产采用手工送料,经常送不到位,还会出现压手的公伤事故。本机构解决了压手问题,提高送料精度。
(6)以往采用的冲床功率较大,生产中耗电量大,成本较高。本机构消耗功率500W,大大节省能源,降低成本。
(7)本发明采用无级变速,可以任意调节冲孔速度。
钢结构自动冲孔机-全自动冲孔机调机教程-**全自动冲孔机视频-不锈钢方管冲孔机什么牌子好
联系电话是0757-81019106, 主要经营佛山特固机械有限公司主要研发及销售全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机,我们运用机械和电子自动化领域的专业经验,帮助客户及其他行业降低生产成本,提高生产效率。以高效就是环保为理念,成就了中国成员之一的冲孔机制造加工的效能提升解决方案的供应商与**者。 。
单位注册资金单位注册资金人民币 500 - 1000 万元。
{kind=link}