
- 3010
- 产品价格:面议
- 发货地址:广东深圳宝安区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:90967751公司编号:14590769
- 张斌 微信 13424439633
- 进入店铺 在线留言 QQ咨询 在线询价
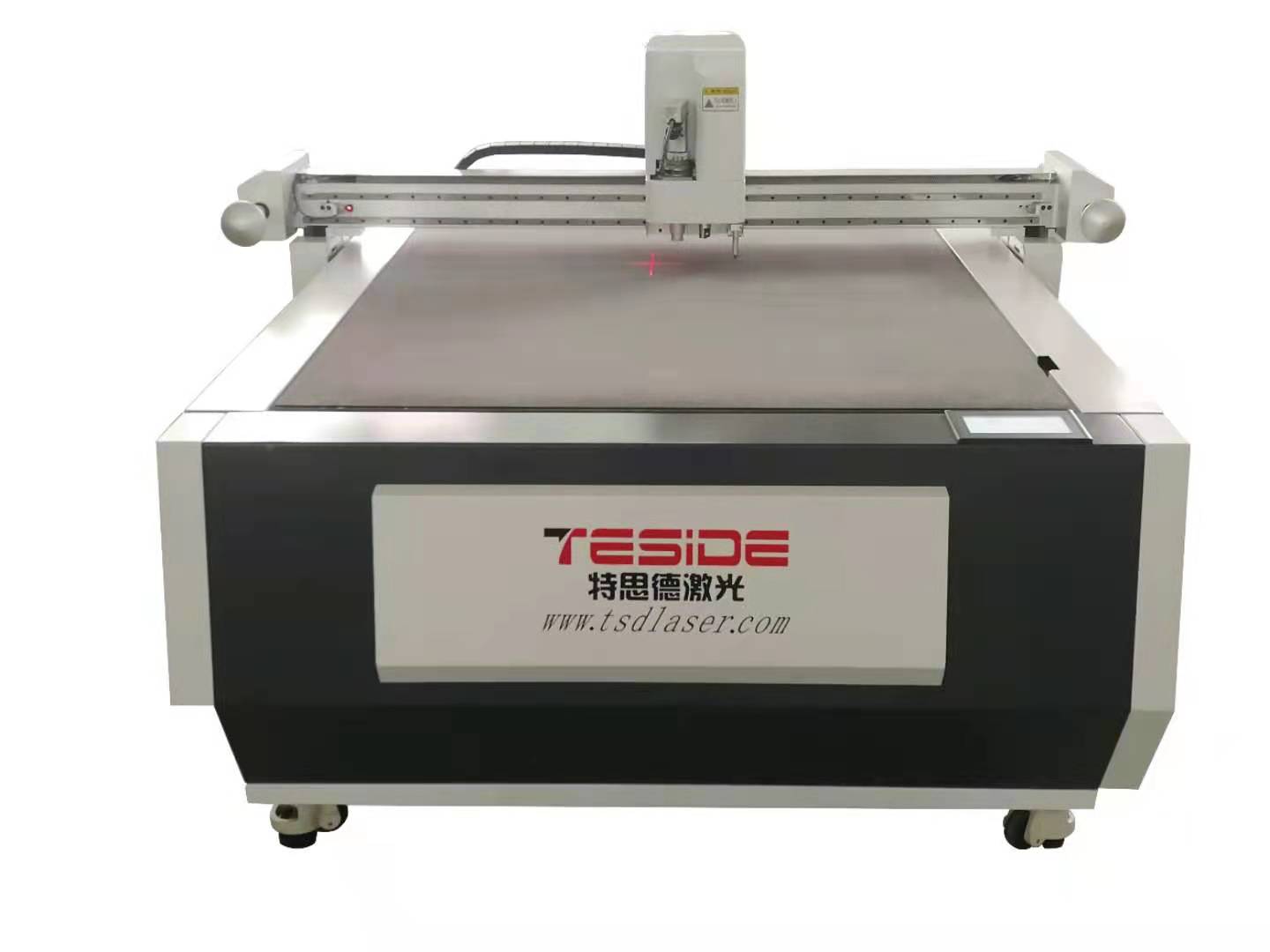
蚌埠相框激光切割机哪家质量好
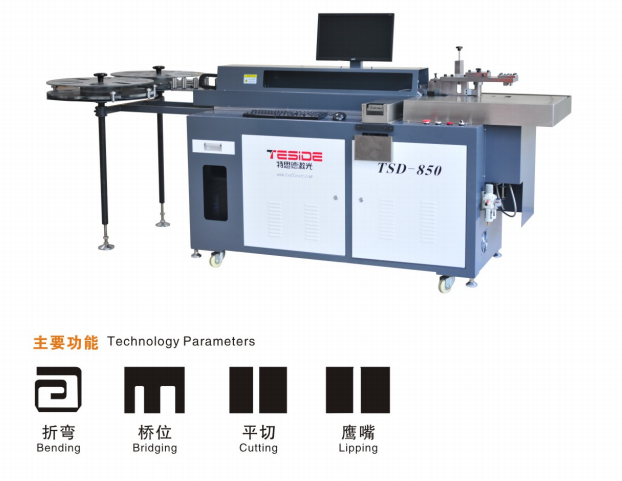
- 相关产品:
激光切割机原理——切割特点
激光切割的优点:
优点Ⅰ——效率高
因激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控。操作时,只需改变数控程序,就可适用不同形状零件的切割,既可进行二维切割,又可实现三维切割。
优点Ⅱ——速度快
功率为1200W的激光切割2mm厚的低碳钢板,切割速度可达600cm/min;切割5mm厚的聚丙烯树脂板,切割速度可达1200cm/min。材料在激光切割时不需要装夹固定。
优点Ⅲ——切割质量好
一:激光切割切口细窄,切缝两边平行并且与表面垂直,切割零件的尺寸精度可达±0.05mm。
二:切割表面光洁美观,表面粗糙度只有几十微米,甚至激光切割可以作为较后一道工序,*机械加工,零部件可直接使用。
三:材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小,切割精度高,切缝的几何形状好,切缝横截面形状呈现较为规则的长方形。激光切割、氧乙炔切割和等离子切割方法的比较见表1,切割材料为6.2mm厚的低碳钢板。
优点Ⅳ——切割非接触
激光切割时割炬与工件没有直接接触,不存在有工具的磨损。加工不同形状的零件,不需要更换“刀具”,只需改变激光器的输出参数。激光切割过程噪声低,振动小,污染小。
优点Ⅴ——可切割材料多
与氧乙炔切割和等离子切割比较,激光切割材料的种类多,包括金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维等。
激光切割机切割速度对切割质量的影响
激光切割机在切割时合适切割速度的选择其实也很重要,较佳的切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄程度不同,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素的影响,切割速度也相应的变化.切割速度对切割质量的影响:1.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧较近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角.2.切割速度适当提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形.3.切割速度过快使得切割的线能量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹 掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降.


台州相框激光切割机哪家专业-平顶山相框激光切割机哪家专业-泸州相框激光切割机哪家专业-淮南相框激光切割机哪家质量好









{kind=link}